Ustawienia robota
Do ustawień robota można przejść z menu widoku Ustawienia w aplikacji AX Manager. Zawartość widoku różni się w zależności od trybu komunikacji z robotem.
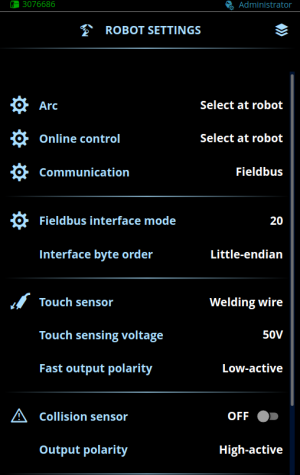
Ustawienia
| Parametr | Wartość parametru | Opis |
|---|---|---|
| Łuk | Symulacja / Wybierz w robocie Domyślnie = Wybierz w robocie |
Kiedy jest włączona symulacja, łuk nie może być ustanowiony. Wybierz, czy chcesz wymusić włączenie symulacji, czy pozwolić robotowi dokonać wyboru. |
| Sterowanie online | WYŁ. / Wybierz w robocie | W trybie sterowania online robot kontroluje wartości niektórych parametrów bezpośrednio. Wybierz, czy chcesz wymusić wyłączenie sterowania online, czy pozwolić robotowi dokonać wyboru. Więcej informacji: Sterowanie online. |
| Komunikacja | Magistrala sterująca / Cyfrowe sterowanie robotem / Analogowe sterowanie robotem Domyślnie = Magistrala sterująca |
Określa, czy komunikacja z robotem odbywa się za pośrednictwem magistrali sterującej, cyfrowego sterowania robotem lub analogowego sterowania robotem. |
| Tryb interfejsu magistrali sterującej | Od 1 do 99 Domyślnie = 20 |
Wskazuje tabelę kontrolną magistrali sterującej, która ma być używana (patrz Tabele kontrolne magistral sterujących). |
| Kolejność bajtów interfejsu | Little-endian / Big-endian Domyślnie = Little-endian |
Kolejność bajtów w tablicy kontrolnej magistrali sterującej. |
| Czujnik dotyku | Drut elektrodowy / Dysza gazowa / Wybierz w robocie Domyślnie = Wybierz w robocie |
Spoiny są wyszukiwane za pomocą funkcji wykrywania zetknięcia. Określ, czy do wykrywania zetknięcia ma być używany drut spawalniczy czy dysza gazowa, albo pozwól to wybierać robotowi. Jeżeli do wykrywania zetknięcia wybierzesz dyszę gazową, za pomocą osobnego przewodu połącz styk F złącza peryferyjnego podajnika drutu z dyszą gazową (patrz Złącze peryferyjne podajnika drutu). |
| - Napięcie czujnika dotyku | 50 V / 80 V / 110 V / 150 V / 160 V 170 V / 180 V / 200 V Domyślnie = 50 V |
Napięcie wyjściowe używane przez czujnik dotykowy. Informacje o poziomach napięcia w wykrywaniu zetknięcia zawiera punkt Poziomy napięcia w wykrywaniu zetknięcia. |
| - Biegunowość szybkiego wyjścia czujnika | Niski sygnał aktywny / Wysoki sygnał aktywny Domyślnie = Wysoki sygnał aktywny |
Polaryzacja na szybkim wyjściu czujnika dotykowego. Zachowanie wyjścia przy biegunowości wyjścia Niski sygnał aktywny: Niska wartość sygnału = wykryto zetknięcie Wysoka wartość sygnału = nie wykryto zetknięcia Zachowanie wyjścia przy biegunowości wyjścia Wysoki sygnał aktywny: Niska wartość sygnału = nie wykryto zetknięcia Wysoka wartość sygnału = wykryto zetknięcie |
| Czujnik kolizji | WYŁ./WŁ. Domyślnie = WYŁ. |
Czujnik kolizji chroni szyjkę uchwytu przed zgięciem i uszkodzeniem wskutek uderzenia w przeszkodę. Gdy czujnik kolizji wykryje kolizję główki uchwytu, wysyła do robota sygnał nakazujący przerwanie spawania. |
| - Biegunowość sygnału wyjściowego | Niski sygnał aktywny / Wysoki sygnał aktywny Domyślnie = Niski sygnał aktywny |
Zachowanie sygnału przy biegunowości wyjścia Niski sygnał aktywny: 0 = wykryto kolizję 1 = Nie wykryto kolizji Zachowanie sygnału przy biegunowości wyjścia Wysoki sygnał aktywny: 0 = Nie wykryto kolizji 1 = wykryto kolizję |
| Zadawanie czasu przed‑gazu i po‑gazu | Kanał pamięci / Wybierz w robocie Domyślnie = Kanał pamięci |
To ustawienie określa, czy czasy przed-gazu i po-gazu są zadawane przez kanał pamięci czy przez robota. Więcej informacji: Zadawanie czasu przed‑gazu i po‑gazu. |
| Czujnik przepływu gazu (tylko w modelach R500 Wire Feeder EUR+) | WYŁ./WŁ. Domyślnie = WYŁ. |
Do pomiaru natężenia przepływu gazu osłonowego jest używany czujnik przepływu gazu. Gdy czujnik przepływu gazu zostanie wyłączony, stan przepływu gazu jest wskazywany jako prawidłowy. Kiedy czujnik przepływu gazu jest włączony, zmierzone wartości są wyświetlane podczas spawania w widokach Ekran główny, Narzędzia i Stan robota. |
| - Błąd przepływu gazu | WYŁ./WŁ. Domyślnie = WYŁ. |
Gdy ten parametr ma wartość WYŁ., system spawalniczy nie zgłasza błędu nawet mimo spadku natężenia przepływu gazu poniżej poziomu wykrywania. Kiedy parametr ma wartość WŁ., a natężenie przepływu gazu jest poniżej poziomu wykrywania, system spawalniczy zgłasza błąd i spawanie zostaje przerwane. |
| - Poziom wykrywania | Od 5,0 L/min do 20,0 L/min Domyślnie = 10,0 m/min |
Jeżeli przepływ gazu jest poniżej poziomu wykrywania, a w parametrze Błąd przepływu gazu ustawiono wartość WŁ., system spawalniczy zgłasza błąd i spawanie zostaje przerwane. |
| - Typ gazu | CO2 / Argon / Ar+8%CO2 / Ar+18%CO2 Domyślnie = Ar+18%CO2 |
Rodzaj gazu używanego do spawania. |
| - Czas uruchomienia czujnika | Od 0,1 s do 5,0 s Domyślnie = 3,0 s |
Czas, po jakim uruchamia się czujnik przepływu gazu, gdy jego funkcjonalność jest włączona. |
| Wykrywanie przywarcia drutu | WŁ. / WYŁ. / Wybierz w robocie Domyślnie = WŁ. |
Ta opcja decyduje, czy urządzenie sprawdza przywarcie drutu spawalniczego do spoiny. Gdy funkcja jest włączona, kontrola przywarcia drutu odbywa się po zakończeniu wykonywania każdej spoiny. Gdy funkcja jest wyłączona, urządzenie w ogóle nie sprawdza, czy doszło do przywarcia drutu. Gdy zostanie zaznaczona opcja Wybierz w robocie, robot wnioskuje o kontrolę przywarcia drutu (patrz Informacje sterujące). Wynik kontroli przywarcia drutu jest pokazywany w widoku Stan robota (patrz Stan robota). |
| Napięcie do robota | Łukowe / Wyjściowe Domyślnie = napięcie wyjściowe |
Określa, które napięcie jest pokazywane robotowi, napięcie łuku czy napięcie wyjściowe. |
| Watchdog | WYŁ./WŁ. Domyślnie = WYŁ. |
Kiedy funkcja nadzoru jest włączona, robot musi co pewien przełączać jego bit. Jeśli robot przestanie przełączać bit funkcji nadzoru, system spawalniczy zgłosi błąd i spawanie zostanie zatrzymane. |
| - Przekroczenie limitu czasu Watchdoga | 0.1 ... 5,0 s | Limit czasu na przełączenie bitu funkcji nadzoru. |