Stan robota
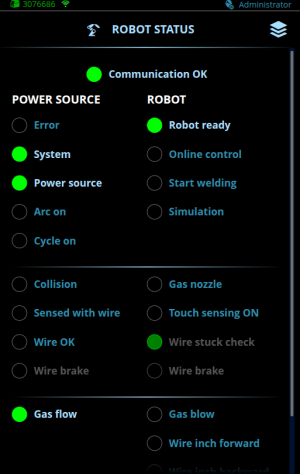
Widok Stan robota pokazuje informacje wymieniane miedzy zródlem pradu a robotem. Więcej informacji o parametrach stanu i parametrach sterujących można znaleźć w punktach Informacje o stanie i Informacje sterujące.
| Parametr | Opis |
|---|---|
| Informacje ogólne | |
| Komunikacja działa prawidłowo | Dioda świeci na zielono: Komunikacja miedzy systemem spawalniczym a robotem dziala. Dioda nie świeci: Komunikacja miedzy systemem spawalniczym a robotem nie dziala. |
| Źródło zasilania | |
| Błąd | Dioda nie świeci: Brak aktywnych błędów. Dioda świeci na czerwono: W systemie spawalniczym wystąpił błąd uniemożliwiający spawanie. Kliknięcie symbolu błędu spowoduje wyświetlenie dodatkowych informacji. |
| System | Dioda świeci na zielono: System spawalniczy jest gotowy do spawania. Wszystkie urządzenia systemu są w pełni sprawne i działają. Dioda nie świeci: System spawalniczy nie jest gotowy do spawania. |
| Źródło zasilania | Dioda świeci na zielono: Źródło prądu jest gotowe do rozpoczęcia wykonywania nowej spoiny. Dioda nie świeci: Źródło prądu nie jest gotowe do rozpoczęcia wykonywania nowej spoiny. |
| Łuk zajarzony | Dioda świeci na zielono: Łuk spawalniczy został zainicjowany. Dioda nie świeci: Łuk spawalniczy nie został zainicjowany. |
| Cykl włączony | Dioda świeci na zielono: Trwa cykl spawania (uwzględnia fazy przed-gazu i po-gazu). Dioda nie świeci: Cykl spawania został ukończony. |
| Kolizja | Dioda świeci na czerwono: Wykryto kolizję. Dioda nie świeci: Nie wykryto żadnej kolizji. |
| Wykrywanie drutem / dyszą gazową | Dioda świeci na zielono: Wykryto kontakt między czujnikiem dotykowym (dyszą gazową lub drutem) a elementem spawanym. Dioda nie świeci: Nie jest wykrywane żadne zetknięcie. |
| Drut OK | Dioda świeci na zielono: Drut spawalniczy nie przywiera do spoiny. Dioda nie świeci: Drut spawalniczy przywiera do spoiny. (Zostanie wyświetlony komunikat o błędzie). Więcej informacji: Ustawienia robota. |
| Obieg cieczy | Dioda świeci na zielono: Płyn chłodzący krąży w układzie. Dioda nie świeci: Płyn chłodzący nie krąży w układzie. |
| Obieg gazu | Dioda świeci na zielono: OK. Natężenie przepływu gazu przekracza minimalne natężenie przepływu gazu ustawione w programie AX Manager. Należy zwrócić uwagę, że jeśli czujnik przepływu gazu (dostępny tylko w systemie podawania drutu R500 Wire Feeder EUR+) zostanie wyłączony, stan jest wskazywany jako prawidłowy nawet w sytuacji, gdy natężenie przepływu gazu nie osiąga minimum ustawionego w aplikacji AX Manager (więcej informacji zawiera punkt Ustawienia robota). Dioda świeci na żółto: Natężenie przepływu gazu nie osiąga minimalnego natężenie przepływu gazu ustawionego w programie AX Manager. Dioda nie świeci: Gaz nie przepływa. |
| Hamulec drutu | Tylko R500 Wire Feeder HD EUR+. Wskazuje, czy hamulec drutu jest aktywny (drut jest aktualnie przytrzymywany). Dioda świeci na zielono: Hamulec drutu jest aktywny. Dioda nie świeci: Hamulec drutu nie jest aktywny. |
| Robot | |
| Gotowość na współpracę z robotem | Dioda świeci na zielono: Robot jest gotowy do rozpoczęcia wykonywania nowej spoiny. Zwracamy uwagę, że w tabelach kontrolnych magistral sterujących, które nie zawierają tego pola, stan ma zawsze wartość „Robot gotowy”. Dioda nie świeci: Robot nie jest gotowy do rozpoczęcia wykonywania nowej spoiny. |
| Sterowanie online | Dioda świeci na zielono: Tryb sterowania online jest włączony. W trybie sterowania online robot kontroluje wartości niektórych parametrów bezpośrednio. Dioda nie świeci: Tryb sterowania online nie jest włączony. Wartości parametrów pochodzą z aktywnego kanału pamięci. Więcej informacji: Sterowanie online. |
| Rozpocznij spawanie | Dioda świeci na zielono: Robot zażądał spawania lub symulacji, jeśli jest włączony tryb symulacji. Dioda nie świeci: Robot nie zażądał spawania ani symulacji. |
| Symulacja | Dioda świeci na zielono: Tryb symulacji jest włączony. Cykl symulacji jest kontrolowany przez bit sterujący StartWelding. W trybie symulacji łuk się nie zajarza, a drut nie jest podawany. Dioda nie świeci: Tryb symulacji jest wyłączony. Cykl spawania jest kontrolowany przez bit sterujący StartWelding. |
| Włączono "Touch sensing" | Dioda świeci na zielono: Funkcja wykrywania zetknięcia jest używana. Dioda nie świeci: Funkcja wykrywania zetknięcia nie jest używana. |
| Kontrola przywarcia drutu | Ciemnozielone światło: Wykrywanie przywarcia drutu jest włączone Kontrola przywarcia drutu jest wykonywana automatycznie na końcu każdej spoiny w celu wykrycia, czy drut spawalniczy jest przyklejony do spoiny. Dioda świeci na zielono: Trwa kontrola przywarcia drutu. Dioda nie świeci: Wykrywanie przywarcia drutu jest ustawione na OFF lub „Wybierz w robocie”, a robot nie zażądał kontroli przywarcia drutu. Więcej informacji: Ustawienia robota. |
| Przedmuch gazu | Dioda świeci na zielono: Zawór gazu osłonowego jest otwarty w celu umożliwienia przedmuchiwania gazem. Dioda nie świeci: Zawór gazu osłonowego jest zamknięty. |
| Wysuw drutu do przodu | Dioda świeci na zielono: Funkcja wysuwu drutu do przodu jest włączona. Dioda nie świeci: Funkcja wysuwu drutu do przodu jest wyłączona. |
| Wciągnięcie drutu | Dioda świeci na zielono: Funkcja wciągania drutu jest włączona. Dioda nie świeci: Funkcja wciągania drutu jest wyłączona. |
| Dysza gazowa | Dioda świeci na zielono: Do wykrywania zetknięcia jest wykorzystywana dysza gazowa. Dioda nie świeci: Do wykrywania zetknięcia jest wykorzystywany drut elektrodowy. |
| Przedmuch powietrza | Tylko modele R500 Wire Feeder EUR+. Dioda świeci na zielono: Zawór sprężonego powietrza jest otwarty. Zaworu sprężonego powietrza nie można otwierać podczas spawania ani symulacji. Dioda nie świeci: Zawór sprężonego powietrza jest zamknięty. |
| Hamulec drutu | Tylko R500 Wire Feeder HD EUR+. Ciemnozielone światło: Hamulec drutu jest ustawiony na Auto, a drut jest w tej chwili przytrzymywany. Ciemnozielony kolor, brak światła: Hamulec drutu jest ustawiony na Auto ale hamulec drutu nie jest aktywny (drut spawalniczy nie jest obecnie trzymany na miejscu) Wyszarzone: Hamulec drutu jest wyłączony. Dioda nie świeci: Hamulec drutu jest ustawiony na OFF lub „Wybierz w robocie”, a robot nie zażądał aktywacji hamulca drutu. |