Zadawanie czasu przed‑gazu i po‑gazu
Domyślnie AX MIG Welder wykorzystuje czasy przed-gazu i po-gazu ustawione w kanałach pamięci. Jednakże robot może zastąpić te wartości, aby zastosować dłuższe czasy gazu niż maksymalne czasy dostępne w AX Manager.
W poniższych sekcjach opisano różne scenariusze zadawania czasu przed-gazu i po-gazu.
Scenariusz 1: Czasy przed-gaz i po-gaz zadawane przez kanał pamięci
W scenariuszu 1 czasy przed-gazu i po-gazu są zadawane przez kanał pamięci. Ten scenariusz wymaga jednego z następujących ustawień:
| a. | „Zadawanie czasu przed‑gazu i po‑gazu” jest ustawione na „Kanał pamięci” (patrzUstawienia robota) |
| b. | „Zadawanie czasu przed-gazu i po-gazu” jest ustawione na „Robot”, ale podczas cyklu spawania bit sterujący „GasBlow” nie jest kontrolowany przez robota. |
Kolejność faz cyklu spawania jest następująca:
| 1. | Robot ustawia bit kontrolny „StartWelding” na stan 1: rozpoczyna się przepływ przed-gazu pod kontrolą kanału pamięci. |
| 2. | Po upływie czasu przed-gazu zadawanego przez kanał pamięci łuk zostaje zajarzony i rozpoczyna się spawanie. |
| 3. | Robot ustawia bit kontrolny „StartWelding” na stan 0: spawanie kończy się i zaczyna się przepływ po-gazu pod kontrolą kanału pamięci. |
| 4. | Po upływie czasu po-gazu zadawanego przez kanał pamięci zawór gazu zamyka się i przepływ po-gazu kończy się. |
Ilustracja 1: Czasy przed-gaz i po-gaz zadawane przez kanał pamięci
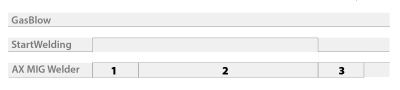
| Element | Opis |
|---|---|
| 1 | Czas przed-gazu zadawany przez kanał pamięci |
| 2 | Spawanie |
| 3 | Czas po-gazu zadawany przez kanał pamięci |
Scenariusz 2: Czasy przed-gazu i po-gazu zadawane przez robota
W scenariuszu 2 czasy przed-gazu i po-gazu są zadawane przez robota. Ten scenariusz wymaga następujących ustawień:
| • | „Zadawanie czasu przed‑gazu i po‑gazu” jest ustawione na „Robot” (patrz Ustawienia robota) |
| • | podczas cyklu spawania bitem kontrolnym „GasBlow” steruje robot. |
Kolejność faz cyklu spawania jest następująca:
| 1. | Robot ustawia bit kontrolny „GasBlow” na stan 1: zawór gazu otwiera się i rozpoczyna się przepływ przed-gazu pod kontrolą robota. |
| 2. | Po upływie czasu przed-gazu zadawanego przez robota robot ustawia bit kontrolny „StartWelding” na stan 1: łuk zapala się i rozpoczyna się spawanie. |
| 3. | Robot ustawia bit kontrolny „StartWelding” na stan 0: łuk zostaje wyłączony, spawanie zostaje zakończone i rozpoczyna się przepływ po-gazu pod kontrolą robota. |
| 4. | Po upływie czasu po-gazu zadawanego przez robota robot ustawia bit kontrolny „GasBlow” na stan 0: zawór gazu zamyka się, a przepływ po-gazu kończy się. |
Ilustracja 2: Czasy przed-gazu i po-gazu zadawane przez robota
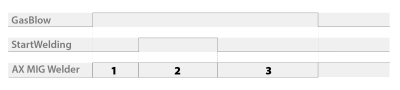
| Element | Opis |
|---|---|
| 1 | Czas przed-gazu zadawany przez robota |
| 2 | Spawanie |
| 3 | Czas po-gazu zadawany przez robota |
Scenariusz 3: Czas przed gazu zadawany przez robota i czas po-gazu zadawany przez kanał pamięci
W scenariuszu 3 robot zadaje czas przed-gazu, a kanał pamięci zadaje czas po-gazu.
Ten scenariusz wymaga, aby ustawienie „Zadawanie czasu przed‑gazu i po‑gazu” było ustawione na „Robot” (patrz Ustawienia robota).
Kolejność faz cyklu spawania jest następująca:
| 1. | Robot ustawia bit kontrolny „GasBlow” na stan 1: zawór gazu otwiera się i rozpoczyna się przepływ przed-gazu pod kontrolą robota. |
| 2. | Po upływie czasu przed-gazu zadawanego przez robota robot ustawia bit kontrolny „StartWelding” na stan 1: łuk zapala się i rozpoczyna się spawanie. |
| 3. | Podczas spawania robot ustawia bit kontrolny „GasBlow” na stan 0, aby umożliwić zadawanie czasu po-gazu przez kanał pamięci. |
| 4. | Robot ustawia bit kontrolny „StartWelding” na stan 0: łuk zostaje wyłączony, spawanie zostaje zakończone i rozpoczyna się przepływ po-gazu pod kontrolą kanału pamięci. |
| 5. | Po upływie czasu po-gazu zadawanego przez kanał pamięci zawór gazu zamyka się i przepływ po-gazu kończy się. |
Ilustracja 3: Czas przed gazu zadawany przez robota i czas po-gazu zadawany przez kanał pamięci
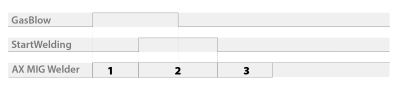
| Element | Opis |
|---|---|
| 1 | Czas przed-gazu zadawany przez robota |
| 2 | Spawanie |
| 3 | Czas po-gazu zadawany przez kanał pamięci |
Scenariusz 4: Przed-gaz sterowany przez kanał pamięci i po-gaz sterowany przez robota
W scenariuszu 4 kanał pamięci zadaje czas przed-gazu, a robot zadaje czas po-gazu.
Ten scenariusz wymaga, aby ustawienie „Zadawanie czasu przed‑gazu i po‑gazu” było ustawione na „Robot” (patrz Ustawienia robota).
Kolejność faz cyklu spawania jest następująca:
| 1. | Robot ustawia bit kontrolny „StartWelding” na stan 1: zawór gazu otwiera się i rozpoczyna się przepływ przed-gazu pod kontrolą kanału pamięci. |
| 2. | Po upływie czasu przed-gazu zadawanego przez kanał pamięci łuk zostaje zajarzony i rozpoczyna się spawanie. |
| 3. | Podczas spawania robot ustawia bit kontrolny „GasBlow” na stan 1, aby umożliwić zadawanie czasu po-gazu przez robota. |
| 4. | Robot ustawia bit kontrolny „StartWelding” na stan 0: łuk zostaje wyłączony, spawanie zostaje zakończone, po czym rozpoczyna przepływ po-gazu pod kontrolą robota i trwa aż do ustawienia bitu kontrolnego „GasBlow” na stan 1. |
| 5. | Po upływie czasu po-gazu zadawanego przez robota robot ustawia bit kontrolny „GasBlow” na stan 0: zawór gazu zamyka się, a przepływ po-gazu zatrzymuje się. |
Ilustracja 4: Przed-gaz sterowany przez kanał pamięci i po-gaz sterowany przez robota
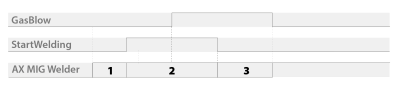
| Element | Opis |
|---|---|
| 1 | Czas przed-gazu zadawany przez kanał pamięci |
| 2 | Spawanie |
| 3 | Czas po-gazu zadawany przez robota |