安装电缆(X5 WF 200、X5 WF 300、X5 WF HD300)
先将中继线连接到送丝机,再安装到电源。有关接头的说明及其位置,请参阅 X5 Wire Feeder 200、X5 Wire Feeder 300 或 X5 Wire Feeder HD300(取决于您的送丝机型号)。
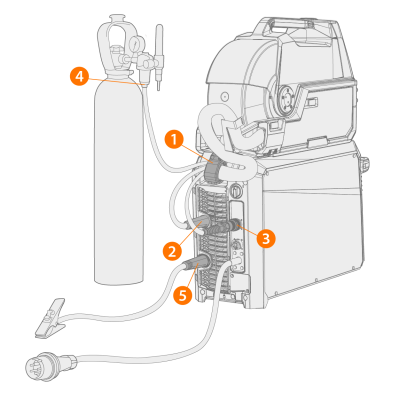
将中继线连接到送丝机
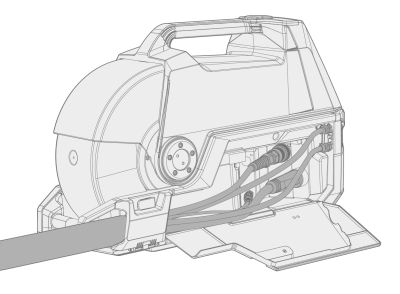
| 1. | 打开电缆柜舱口以露出接头。 |
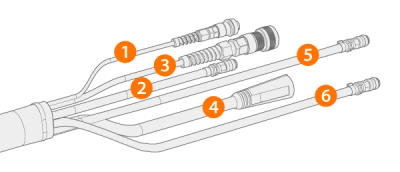
| 2. | 将焊接电流电缆 (4) 连接到送丝机。将电缆推到尽可能远的位置,顺时针旋转连接器,将电缆拧紧到位。 |

|
用手尽可能拧紧焊接电流电缆。如果焊接电流电缆松动,可能是过热。 |
| 3. | 将保护气软管 (2) 推向保护气软管接头,使其锁定。 |
| 4. | 将控制电缆 (3) 连接到连头。顺时针旋转枪环使其锁定到位。 |
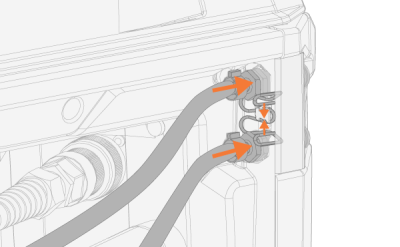
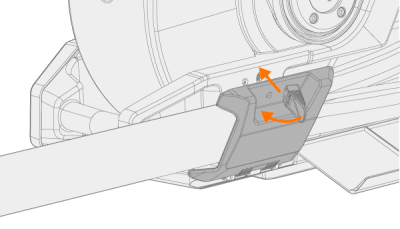
| 5. | 如果您有可选的水箱,请将冷却液软管接头(5、6)放入槽中并穿过孔。 |
>>压缩弹簧紧固件以将软管接头固定到位。释放后,确保弹簧紧固件锁定到软管接头凹槽中的位置。
| 6. | 如果您使用了电压感应电缆 (1),请将其连接到机柜内的电压感应电缆接头。 |

|
仅 Pulse+ 电源支持单独的电压感应电缆。 |
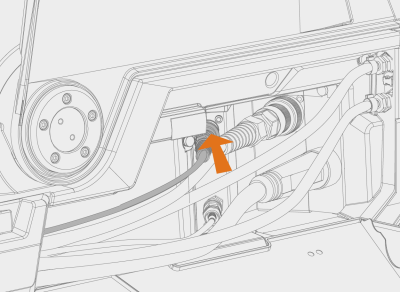
| 7. | 锁紧电缆应变消除装置。 |
>>X5 Wire Feeder 200:将电缆放置到送丝机上的槽中,关上并锁定应变消除插销,从而将其固定到位。
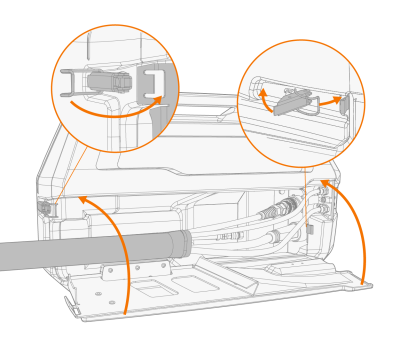
>>X5 Wire Feeder 300:将电缆的应变消除块放置到送丝机上的槽中,关上并锁定应变消除插销,从而将其固定到位。
![]()
|
|
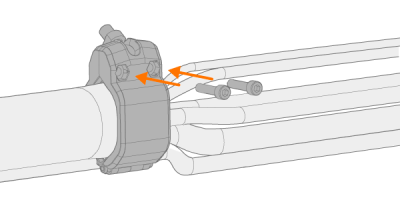
检查扩展锁定旋钮的松紧度,并在必要时拧紧: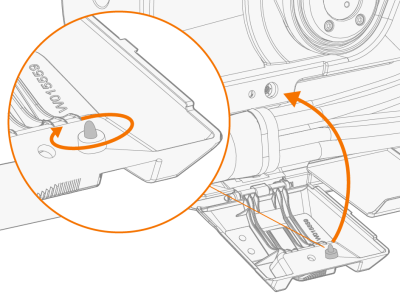 |
提示:安装其他 X5 Wire Feeder 300 应变消除固定装置(M6x16 螺钉),可选: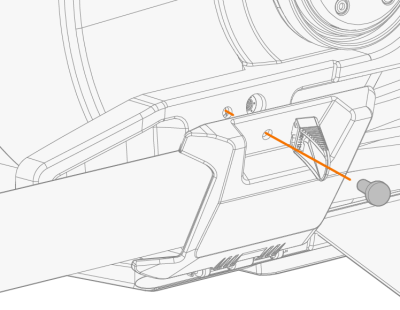 |
| 8. | X5 Wire Feeder 300:关闭并锁上电缆柜门。 |
|
|
将电缆连接到送丝机时,要整齐地布线,这样电缆柜门才能正确关闭。 |

|
中继线在焊接期间会升温。焊接时,送丝机的电缆柜门必须保持关闭。如果在焊接后立即打开柜门,必须谨慎处理电缆。 |
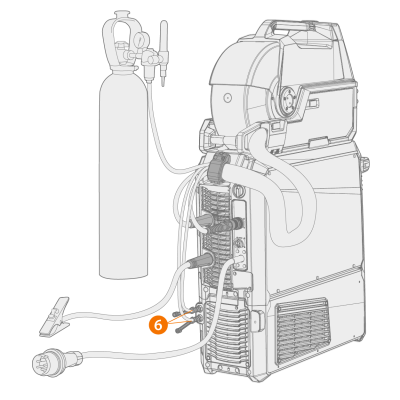
将中继线和地线连接到电源
| 1. | 将电缆的应变消除装置 (1) 连接到后固定板。 |
| 2. | 将焊接电流电缆连接到电源的正极 (+) 接头 (2)。 |
| 3. | 将地线连接到电源的负极 (-) 接头 (5)。 |
| 4. | 将控制电缆 (3) 连接到电源。 |
| 5. | 将保护气管 (4) 连接至保护气瓶。 |
| 6. | 如果您有可选的水冷单元,请连接冷却液软管 (6)。软管使用颜色编码。 |
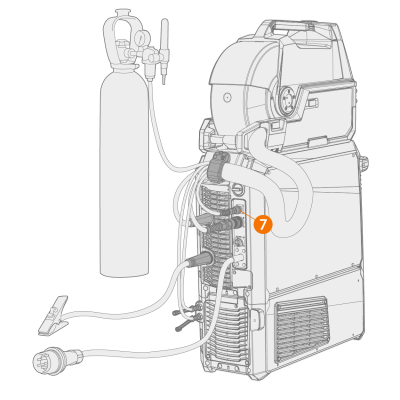
| 7. | 仅 Pulse+ 电源:如果您使用了电压感应电缆,请将其连接到电源后部的接头 (7)。 |
|
|
大多数 MIG/MAG 应用和填充焊丝都运行送丝单元的连接到电源正极的焊接电流电缆。通过将焊接电流电缆和地线相应地连接到电源的正极或负极接头,可以选择极性。 |
|
|
对于氩弧焊,必须切换极性 (+/-)。通过将焊接电流电缆和地线相应地连接到电源的正极或负极接头,可以选择极性。 |
|
|
对于双送丝机安装,使用针对两台送丝机设计的中继线。 |
|
|
确保您已正确连接并紧固了所有电缆。 |
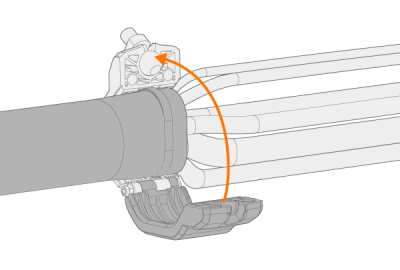
拆下并更换中继线电源端的应变消除装置:
| 1. |
|
| 2. |
|