Montaż i wymiana drutu (X5 WF 300)
W tej sekcji opisano sposób instalacji drutu i szpuli w podajniku drutu X5 Wire Feeder 300.

|
Podłącz uchwyt spawalniczy do podajnika drutu przed zamontowaniem szpuli drutu. |
|
|
Przed wyjęciem szpuli drutu wyjmij pozostały drut elektrodowy z mechanizmu uchwytu spawalniczego i podajnika drutu. |
Demontaż szpuli z drutem:
|
1.
|
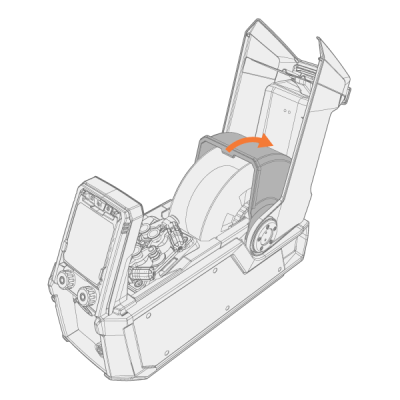
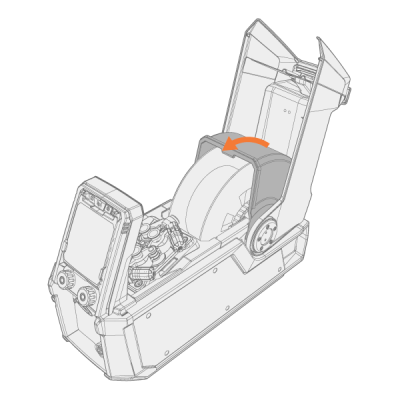
Otwórz górną pokrywę podajnika drutu. |
|
2.
|
Popchnij pokrywę blokującą szpulę drutu do tyłu. |
|
3.
|
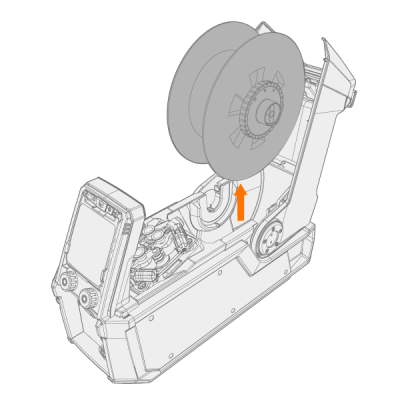
Wyjmij szpulę drutu z podajnika. |
|
4.
|
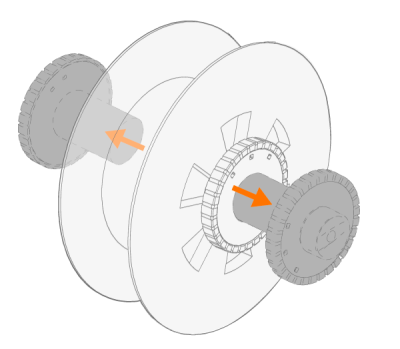
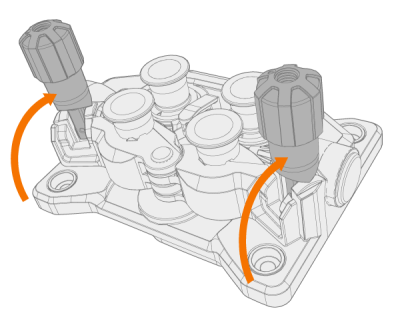
Aby wymontować piastę hamulca szpuli, wykręć pokrętło hamulca szpuli na środku hamulca i wyjmij obie części hamulca. |
Montaż nowej szpuli drutu:
|
1.
|
Otwórz górną pokrywę podajnika drutu i pokrywę blokującą szpulę drutu. |
|
2.
|
Przymocuj oba elementy hamulca szpuli drutu do nowej szpuli drutu poprzez zwarcie ich razem wewnątrz szpuli. Żeby je zablokować, dokręć pokrętło mocowania na środku hamulca. |
|
|
Przymocuj piastę hamulca drutu do szpuli tak, aby pokrętło regulacji napięcia było po prawej stronie, patrząc od przodu. |
|
3.
|
Wsuń szpulę drutu w gniazdo. |
|
|
Upewnij się, że szpula jest skierowana we właściwym kierunku – drut powinien być wyprowadzony z góry szpuli drutu do rolek podających.
|
|
4.
|
Zamocuj szpulę drutu pokrywą blokującą komory szpuli. |
Montaż drutu elektrodowego:
|
1.
|
Wyciągnij końcówkę drutu ze szpuli i odetnij wszelkie zagięte odcinki, aby końcówka była prosta. |
|
|
Upewnij się, że po puszczeniu drutu szpula nie rozwija się samoistnie. |
|
2.
|
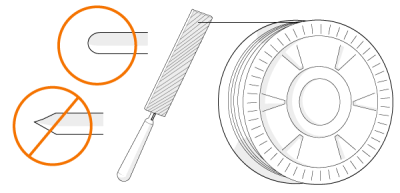
Spiłuj końcówkę drutu elektrodowego. |

|
Ostre krawędzie końcówki drutu elektrodowego mogą uszkodzić prowadnicę drutu. |
|
3.
|
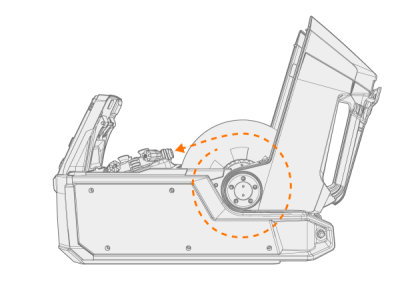
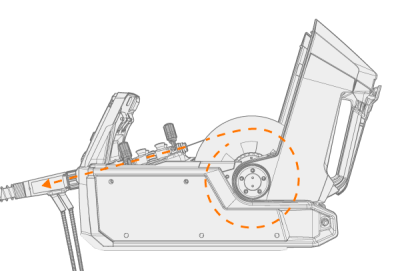
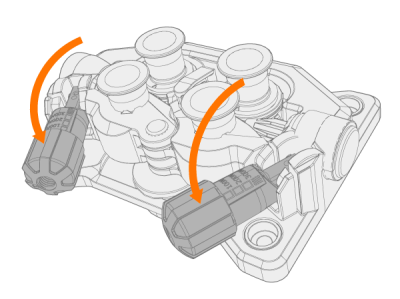
Zwolnij ramiona dociskowe, aby rozsunąć rolki. |
|
4.
|
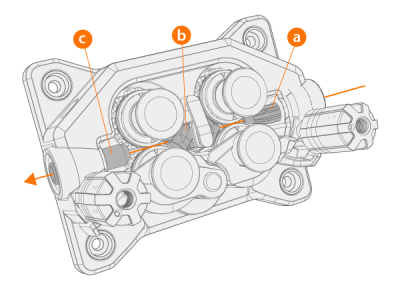
Przeprowadź drut elektrodowy przez tylną (a) i środkową (b) tuleję prowadzącą aż do przedniej (c), która doprowadzi drut do uchwytu spawalniczego. |
|
5.
|
Ręcznie wsuń drut elektrodowy do wnętrza uchwytu, tak aby wsunąć go do prowadnicy drutu (ok. 20 cm). |
|
6.
|
Zamknij ramiona dociskowe, aby drut elektrodowy był ściśnięty pomiędzy rolkami podającymi. Upewnij się, że drut jest równo ułożony w rowkach rolek. |
|
7.
|
Wyreguluj docisk rolek podających pokrętłami regulacji nacisku. Docisk w obu parach rolek jest taki sam. |
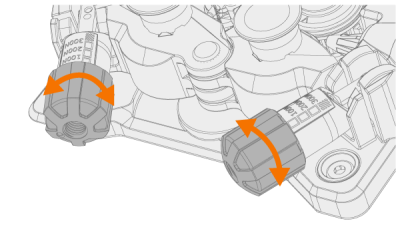
Podziałka na uchwycie wskazuje ustawiony docisk. Wyreguluj docisk rolek podających zgodnie z poniższą tabelą.
| Fe/Ss lity |
V-kształtna

|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| O rdzeniu proszkowym i metalicznym |
V-kształtna, karbowana
 |
≥ 1.2 |
1.0−2.0 |
| Samoosłonowe (bezgazowe) |
V-kształtna, karbowana
|
≥ 1.6 |
2.0−3.0 |
| Aluminium |
U-kształtna
 |
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
| 1.4 |
1.5−2.0 |
| ≥ 1.6 |
2.0−2.5 |
|
|
Zbyt silny docisk powoduje spłaszczenie drutu elektrodowego, a w przypadku drutów powlekanych i rdzeniowych – również jego uszkodzenie. Zbyt duży docisk powoduje także szybsze zużywanie się rolek podających i większe obciążenie przekładni. |
|
8.
|
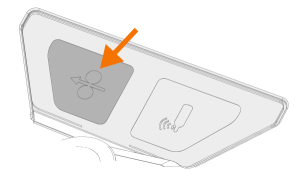
Aby załadować drut elektrodowy do uchwytu spawalniczego, naciśnij przycisk wysuwu drutu. Puść przycisk, gdy drut dotrze do końcówki prądowej uchwytu spawalniczego. |

|
Zachowaj ostrożność, gdy drut dotrze do końcówki prądowej i wysunie się z uchwytu. |
|
9.
|
Przed rozpoczęciem spawania sprawdź, czy parametry spawania i inne ustawienia w panelu sterowania odpowiadają konfiguracji urządzenia spawalniczego. |
>> Więcej informacji: Korzystanie z ręcznego panelu sterowania X5 i Używanie panelu sterowania dla urządzenia X5 AP/APC.
Szpule i adaptery podajnika (300)