Fonction de la logique de déclenchement
Avec les modèles de dévidoir X5 Manual, vous pouvez sélectionner la logique de déclenchement en appuyant sur le bouton de sélection de la logique de déclenchement dans le panneau de commande (Utilisation du panneau de commandes manuel du X5).
Avec les modèles de dévidoir X5 AP/APC, vous pouvez sélectionner la logique de déclenchement dans la vue des paramètres de soudage (Panneau de commande AP/APC : Paramètres de soudage).
2T
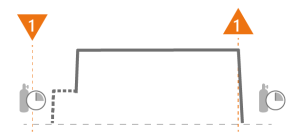
En mode 2T, un appui sur la gâchette amorce l'arc. Si le pré-gaz est réglé, le fait d'appuyer sur la gâchette déclenche le débit de gaz de protection avant que l'arc ne s'amorce. Le fait de relâcher la gâchette éteint l'arc et déclenche le post-gaz (s'il est réglé).
>> Pour la logique de déclenchement 2T avec surintensité à l'amorçage et remplissage des cratères, voir Fonctions de surintensité à l'amorçage et de remplissage des cratères.
4T
En mode 4T, un appui sur la gâchette ouvre le pré-gaz, et le relâchement de la gâchette amorce l'arc. Un nouvel appui sur la gâchette éteint l'arc. Le relâchement de la gâchette met fin au débit de gaz via la phase post-gaz (s'il est réglé).

>> Pour la logique de déclenchement 4T avec surintensité à l'amorçage et remplissage des cratères, voir Fonctions de surintensité à l'amorçage et de remplissage des cratères.
Powerlog
X5 WF AP/APC
La fonction logique de déclenchement Powerlog permet à l'utilisateur de commuter entre deux ou trois niveaux de puissance différents. Dans Powerlog, un appui sur la gâchette ouvre le pré-gaz, et le relâchement de la gâchette amorce l'arc. Passer d'un niveau à l'autre (le premier niveau est sélectionné après le dernier niveau de puissance défini) en appuyant rapidement sur la gâchette pendant le soudage. En appuyant longuement sur la gâchette à n'importe quel niveau lors du soudage, l'arc s'éteint.
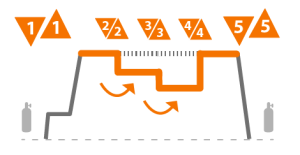
Pour utiliser Powerlog, accéder à la fenêtre Paramètres de soudage du panneau de commande et sélectionner Powerlog comme logique de déclenchement. Une fois la sélection opérée, indiquer si 2 ou 3 niveaux de puissance sont utilisés. Toujours dans la fenêtre Paramètres de soudage, configurer les niveaux de puissance pour cette fonction. Les paramètres pouvant être réglés sont :
| • | Vitesse de dévidage et ses valeurs minimales et maximales |
| • | Tension/Réglage fin |
| • | Dynamique (non disponible avec MAX Cool). |
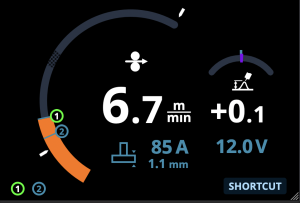
La vitesse de dévidage de chaque niveau peut également être ajustée dans la fenêtre d'accueil. Appuyer sur le bouton de commande de gauche pour changer de niveau. La couleur verte indique le niveau Powerlog sélectionné :

|
La logique de déclenchement Powerlog n'est pas disponible avec la fonction WiseSteel, ou les procédés manuels MIG, MAX Speed, MAX Position ou DPulse. |
|
|
La logique de déclenchement Powerlog ne peut pas être utilisée avec une commande à distance. Si un canal de mémoire Powerlog est sélectionné lorsqu'une commande à distance est utilisée, la logique de déclenchement est automatiquement commutée sur 4T. |
Symboles :

|
Fonction |

|
Appui sur la gâchette (vers le bas) |

|
Amorçage progressif |

|
Déclenchement de la gâchette (vers le haut) |

|
Définir la durée |

|
Pré-gaz / post-gaz |