Panneau de commande AP/APC : Paramètres de soudage
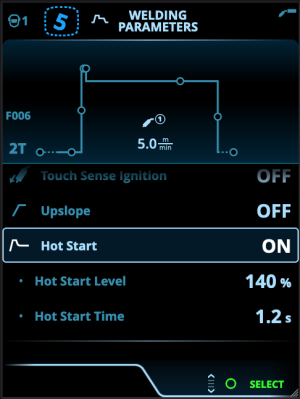
La fenêtre des paramètres de soudage comprend des courbes de démarrage et d'arrêt permettant d'afficher et d'ajuster les paramètres les plus importants d'une soudure. La section inférieure de la fenêtre répertorie les réglages disponibles selon le procédé de soudage sélectionné. La sélection du procédé de soudage repose sur le canal mémoire actif et ses paramètres.

|
De nombreux paramètres de soudage sont spécifiques au procédé de soudage actif et sont donc visibles et disponibles ou non. |
Ajustement des paramètres de soudage
|
1.
|
Tourner le bouton de commande de droite pour sélectionner le paramètre de soudage souhaité. |
|
2.
|
Appuyer sur ce bouton de commande de droite pour sélectionner le paramètre à modifier. |
|
3.
|
Tourner le bouton de commande de droite pour ajuster la valeur du paramètre. |
>> Selon le paramètre à régler, se reporter également au tableau Paramètres de soudage ci-dessous pour plus de détails.
|
4.
|
Confirmer le choix de la nouvelle valeur sélectionnée et fermer la fenêtre de réglage en appuyant sur le bouton de commande de droite. |
Enregistrement des paramètres de soudage pour utilisation ultérieure
Un canal de travail est automatiquement créé pour les paramètres de soudage modifiés. Pour enregistrer les paramètres de soudage définis dans une mémoire, effectuer l'une des opérations suivantes :
|
•
|
Option rapide de canal actif : maintenir appuyé le bouton d'accès rapide aux canaux pendant environ 2 secondes. |
>> Cette action enregistre les paramètres modifiés dans le canal actuellement actif, en remplaçant les réglages précédents.
|
•
|
Option d'affichage des canaux : accéder à la fenêtre Mémoires et enregistrer les paramètres dans un nouveau canal mémoire. |
>> Pour plus d'informations, se reporter à la section Panneau de commande AP/APC : Mémoires.
Paramètres de soudage et descriptions des fonctionnalités
 Paramètres de soudage MIG et 1-MIG
Paramètres de soudage MIG et 1-MIG
Les paramètres présentés ici peuvent être ajustés avec les procédés MIG et 1-MIG.
Procédé
|
MIG, 1-MIG, Pulsé, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position |
La sélection de ce procédé de soudage MIG dépend du programme de soudage actif ainsi que du type d'équipement utilisé.
Pour plus d'informations sur les procédés supplémentaires, consulter Conseils complémentaires relatifs aux fonctionnalités et caractéristiques. |
| Logique de déclenchement |
2T, 4T |
Les torches de soudage peuvent avoir plusieurs modes de déclenchement (logiques de déclenchement). Les plus courants sont les modes 2T et 4T. En mode 2T, l'utilisateur maintient la gâchette appuyée pendant le soudage. En mode 4T, il appuie sur la gâchette puis la relâche pour démarrer ou arrêter le soudage. Pour plus d'informations, se reporter à la section Fonction de la logique de déclenchement. |
| Durée cycle |
ON/OFF
Valeur par défaut : OFF |
La durée cycle est une fonction de soudage permettant de produire automatiquement une ou plusieurs soudures de durée prédéterminée.
Pour plus d'informations, se reporter à la section Durée cycle. |
| - Temps d'arc du cycle |
0.0 ... 60,0 s
Valeur par défaut : 2.0 s. |
| - Pause du cycle |
ON/OFF
Valeur par défaut : OFF |
| - Durée de pause du cycle |
0.1 ... 3,0 s, par étapes de 0,1 s.
Valeur par défaut : 0.1 s. |
| Pré-gaz |
0.0 ... 9,9 s, Auto, pas de 0,1
0,0 = OFF |
Fonction de soudage déclenchant le débit de gaz de protection avant l'amorçage de l'arc. Elle évite au métal d'entrer en contact avec l'air au début de la soudure. La durée de pré-gaz est prédéfinie par l'utilisateur. Cette fonctionnalité est adaptée à tous les métaux, en particulier l'acier inoxydable, l'aluminium et le titane.
|
| Amorçage progressif |
10...90 %, Auto, pas de 1 |
La fonction de démarrage par fluage définit la vitesse de l'alimentation en fil avant l'amorçage de l'arc de soudage, autrement dit avant que le fil d'apport n'entre en contact avec la pièce ouvrée. Dès l'amorçage de l'arc, la vitesse d'alimentation en fil devient automatiquement la vitesse normale définie par l'utilisateur. La fonction de démarrage par fluage est toujours activée. |
| TSI |
AUTO/ON/OFF |
La fonctionnalité Touch Sense Ignition (TSI) permet de réduire fortement les projections et de stabiliser l'arc immédiatement après l'amorçage. |
| Vitesse du dévidoir |
0.50 ... 25 m/min, pas de 0,05 ou 0,1
Valeur par défaut : 5,00 m/mn. |
Réglage de la vitesse d’alimentation en fil Si la vitesse de dévidage est inférieure à 5 m/mn, le palier est de 0,05. Si la vitesse de dévidage est égale ou supérieure à 5 m/mn, le palier est de 0,1. |
| Vitesse dévidoir min. |
Min/Max = 0,5 ... 25 m/min, pas de 0,1
Valeur par défaut : 0,5 m/mn. |
Limites minimale et maximale de la vitesse de dévidage. |
| Vitesse dévidoir max. |
Min/Max = 0,5 ... 25 m/min, pas de 0,1
Valeur par défaut : 25 m/mn. |
| Tension |
Min/Max = Selon les spécifications de l'équipement de soudage, étape 0.1 |
Réglage de la tension de soudage et limites minimale et maximale pour le réglage de la tension de soudage.
Ces paramètres sont disponibles pour le réglage en MIG uniquement. En 1-MIG, la tension est définie par le programme de soudage. |
| Dynamique |
-10.0 ... +10,0, pas de 0,2
Valeur par défaut : 0 |
Contrôle du comportement en court-circuit de l'arc. Plus la valeur est faible, plus l'arc est doux. Plus cette valeur est élevée, plus l'arc est dur.
(Non disponible avec WiseRoot+, MAX Cool et MAX Speed.) |
| Remplissage des cratères |
ON/OFF |
En soudage avec une puissance élevée, un cratère se forme généralement à la fin de la soudure. La fonction de remplissage des cratères diminue la puissance de soudage et la vitesse de dévidage à la fin du soudage, ce qui permet de remplir le cratère en utilisant un niveau de puissance inférieur. Avec le procédé MIG manuel, le temps de remplissage du cratère, la vitesse de dévidage du fil et la tension sont prédéfinis par l'utilisateur.
Si la vitesse de dévidage est inférieure à 5 m/mn, le palier est de 0,05. Si la vitesse de dévidage est égale ou supérieure à 5 m/mn, le palier est de 0,1.
Pour plus d'informations, se reporter à la section Fonctions de surintensité à l'amorçage et de remplissage des cratères.
Pour les autres processus, se référer aux tableaux de paramètres ci-dessous. |
| - Durée de remplissage des cratères |
0.0 ... 10,0 s, Auto, pas de 0,1
Valeur par défaut : 1,0 s. |
| - Vitesse de dévidage en remplissage des cratères |
0.5 ... 25,0 m/min, Auto, pas de 0,05 ou 0,1
Valeur par défaut : 5 m/mn. |
| - Tension de remplissage des cratères |
400A : 8 ... 45 V, Auto
500 A : 8 ... 50 V, Auto
Paliers de 0,1 V
Valeur par défaut : 18 V |
| Post-courant |
-30 ... +30 |
Le réglage de post-courant agit sur la longueur du fil à l'extrémité, par exemple pour l'empêcher de s'arrêter trop près du bain de soudure. Cette option laisse également une longueur de fil optimale pour le début du soudage suivant. |
| Phase finale dévidage |
OFF/ON
Valeur par défaut : OFF |
La fonctionnalité Phase finale dévidoir empêche le fil d'apport de coller au tube contact lorsque le soudage est interrompu. |
| Post-gaz |
0.0 ... 9,9 s, Auto, pas de 0,1
0,0 = OFF |
Fonction de soudage préservant le débit de gaz de protection après l'extinction de l'arc. Cette fonctionnalité évite à la soudure chaude d'entrer en contact avec l'air après l'extinction de l'arc, protégeant ainsi la soudure et l'électrode. Elle est utilisable avec tous les métaux. L'acier inoxydable et le titane, en particulier, nécessitent des temps de post-gaz plus longs.
|
Paramètres de soudage 1-MIG
Les paramètres présentés ici peuvent être ajustés avec le procédé 1-MIG.
| Logique de déclenchement |
2T, 4T, Powerlog (2 niveaux ou 3 niveaux) |
Les torches de soudage peuvent avoir plusieurs modes de déclenchement (logiques de déclenchement). Les plus courants sont les modes 2T et 4T. En mode 2T, l'utilisateur maintient la gâchette appuyée pendant le soudage. En mode 4T, il appuie sur la gâchette puis la relâche pour démarrer ou arrêter le soudage.
Noter que l'activation de Powerlog ouvre des paramètres Powerlog supplémentaires dans la fenêtre des paramètres de soudage.
Pour plus d'informations, se reporter à la section Fonction de la logique de déclenchement. |
| Amorçage progressif |
ON/OFF |
La fonction d'amorçage progressif détermine le délai pendant lequel, après l'amorçage, le courant de soudage augmente progressivement jusqu'au niveau souhaité. Le niveau et la durée de l'amorçage progressif sont prédéfinis par l'utilisateur. |
| - Niveau début montée |
10 ... 100 %, Auto, pas de 1
Valeur par défaut : 50 |
| - Durée amorçage progressif |
0.1 ... 5 s, Auto, pas de 0,1
Valeur par défaut : 0.10 |
| Surintensité à l'amorçage |
ON/OFF |
La fonction de surintensité à l'amorçage permet d'utiliser un courant de soudage plus élevé et de modifier la vitesse de dévidage au début du soudage. Après la période de surintensité à l'amorçage, le courant passe au niveau de courant de soudage normal. Cette fonction facilite le démarrage du soudage, en particulier avec les matériaux en aluminium.
Le réglage du temps courbe surintensité à l'amorçage définit le temps de transition entre la phase de démarrage à chaud et le niveau du courant soudage normal.
Le niveau et le temps de surintensité à l'amorçage sont réglables dans la logique de déclenchement 2T uniquement.
Le réglage fin surintensité à amorçage (tension) est réglable avec les procédés 1-MIG, Impulsion, DPulse, WiseThin+ et MAX Speed.
Pour plus d'informations, se reporter à la section Fonctions de surintensité à l'amorçage et de remplissage des cratères.
|
| - Niveau surintensité à l'amorçage |
-50 ... +200 %, Auto, pas de 1
Valeur par défaut : 40 |
| - Réglage fin surintensité à l'amorçage |
-10,0 ... +10,0, pas de 0,1
Valeur par défaut : 0,0 |
| - Durée surintensité à l'amorçage |
0,1 ... 9,9 s, Auto, pas de 0,1
Valeur par défaut : 1,2 s. |
| - Temps de courbe surintensité à l'amorçage |
0,0 ... 10,0 s, étape 0.1 s
Valeur par défaut : 0,0 s. |
| Fonctionnalité Wise |
Aucune, WiseFusion, WisePenetration, WiseSteel |
Lorsque la fonctionnalité Wise est sélectionnée, la liste des fonctionnalités Wise disponibles s'affiche. Pour plus d'informations sur ces fonctions, voir la section Conseils complémentaires relatifs aux fonctionnalités et caractéristiques.
(Non disponible avec WiseRoot+, WiseThin+, MAX Cool, MAX Speed et MAX Position.) |
| Réglage fin |
Exemple : -10.0 ... +10,0 V *
Paliers de 0,1 V
|
Réglage fin de la tension de soudage.
* La plage de réglage fin de la tension de soudage est définie par le programme de soudage actif. |
| Remplissage des cratères |
OFF/ON/TIMER |
En soudage avec une puissance élevée, un cratère se forme généralement à la fin de la soudure. La fonction de remplissage des cratères diminue la puissance de soudage et la vitesse de dévidage à la fin du soudage, ce qui permet de remplir le cratère en utilisant un niveau de puissance inférieur.
L'option de timer de remplissage des cratères n'est disponible que dans la logique de déclenchement 4T. Il permet de fixer une durée fixe pour le niveau final.
Le réglage fin du remplissage des cratères (tension) est réglable avec les procédés 1-MIG, Impulsion, DPulse, WiseThin+ et MaxSpeed.
Pour plus d'informations, se reporter à la section Fonctions de surintensité à l'amorçage et de remplissage des cratères. |
| - Niveau de début du remplissage des cratères |
10 ... 150 %, Auto, pas de 1
Valeur par défaut : 100 |
| - Durée de remplissage des cratères |
0,1 ... 10,0 s, Auto, pas de 0,1
Valeur par défaut : 1,0 s. |
| - Niveau de fin du remplissage des cratères |
10 ... 150 %, Auto, pas de 1
Valeur par défaut : 30 |
| - Durée de fin du remplissage des cratères |
OFF ... 10,0 s, pas de 0,1
Valeur par défaut : OFF |
| - Réglage fin du remplissage des cratères |
-10.0 ... +10,0, pas de 0,1
Valeur par défaut : 0,0 |
Courant
|
10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 50 A |
Réglage du courant de soudage avec WisePenetration+ uniquement. |
Paramètres de soudage Pulsé/DPulse
Les paramètres répertoriés ici peuvent être réglés en plus des paramètres de soudage MIG et 1-MIG lorsqu'un poste à souder à impulsion X5 est connecté. DPulse = Procédé pulsé double.
| % courant pulsé |
-10 ... +15 %, pas de 1 |
Réglage fin du courant pulsé par rapport au courant avec les procédés de soudage Pulsé et DPulse. |
| Ratio DPulse |
10 ... 90 %, pas de 1 |
Réglage du pourcentage de la durée d'impulsion double, c'est-à-dire combien de temps la double impulsion dure au premier niveau d'impulsion. Le deuxième niveau d'impulsion est déterminé par rapport au réglage du premier niveau. |
| Fréquence DPulse |
0.4 ... 8,0 Hz, Auto, pas de 0,1 |
Ajuste la fréquence d'impulsion double. Durée écoulée entre le début du niveau 1 et la fin du niveau 2. |
| Niveau 1 DPulse : Vitesse du dévidoir |
0.50 ... 25 m/min, pas de 0,05 ou 0,1 |
Vitesse de dévidage du premier niveau d'impulsion double (et valeurs minimale/maximale pour la vitesse de dévidage).
Si la vitesse de dévidage est inférieure à 5 m/mn, le palier est de 0,05. Si la vitesse de dévidage est égale ou supérieure à 5 m/mn, le palier est de 0,1. |
| Niveau 1 DPulse : Réglage fin |
-10 ... +10, pas de 1 |
Réglage fin de la tension de soudage. |
| Niveau 1 DPulse : Dynamique |
-10.0 ... +10,0, pas de 0,2
Valeur par défaut : 0 |
Contrôle du comportement en court-circuit de l'arc. Plus la valeur est faible, plus l'arc est doux. Plus cette valeur est élevée, plus l'arc est dur. |
| Niveau 2 DPulse : Vitesse du dévidoir |
0.50 ... 25 m/min, pas de 0,05 ou 0,1 |
Vitesse de dévidage du deuxième niveau d'impulsion double. La vitesse de dévidage du niveau DPulse 2 change automatiquement lorsque le réglage de la vitesse de dévidage du niveau DPulse 1 est ajusté.
Si la vitesse de dévidage est inférieure à 5 m/mn, le palier est de 0,05. Si la vitesse de dévidage est égale ou supérieure à 5 m/mn, le palier est de 0,1. |
| Niveau 2 DPulse : Réglage fin |
-10 ... +10, pas de 1 |
Réglage fin de la tension de soudage. |
| Niveau 2 DPulse : Dynamique |
-10.0 ... +10,0, pas de 0,2
Valeur par défaut : 0 |
Contrôle du comportement en court-circuit de l'arc. Plus la valeur est faible, plus l'arc est doux. Plus cette valeur est élevée, plus l'arc est dur. |
Paramètres MAX Speed
Les paramètres répertoriés ici sont spécifiques au procédé MAX Speed.
| Fréquence MAX Speed |
100 ... 800 Hz, Auto, pas de 10
|
Réglage de la fréquence MAX Speed. |
Paramètres MAX Position
Les paramètres répertoriés ici sont spécifiques au procédé MAX Position.
| Fréquence MAX Position |
-0.5 ... +0,5 Hz, pas de 0,1
Valeur par défaut : 0 |
Réglage fin de la fréquence MAX Position. |
| % courant pulsé |
-10 … 15 %, pas de 1
Valeur par défaut : 0 |
Réglage du courant pulsé MAX Position. |
| Épaisseur de tôle |
3.0 ... 12,0 mm |
Réglage de l'épaisseur de tôle MAX Position. |
paramètres de soudage TIG
Les paramètres présentés ici peuvent être ajustés avec le procédé TIG.
| Logique de déclenchement |
2T, 4T |
Les torches de soudage peuvent avoir plusieurs modes de déclenchement (logiques de déclenchement). Les plus courants sont les modes 2T et 4T. En mode 2T, l'utilisateur maintient la gâchette appuyée pendant le soudage. En mode 4T, il appuie sur la gâchette puis la relâche pour démarrer ou arrêter le soudage. |
| Post-gaz |
0.0 ... 30.0 s, étape 0.1
0,0 = OFF |
Fonction de soudage préservant le débit de gaz de protection après l'extinction de l'arc. Cette fonctionnalité évite à la soudure chaude d'entrer en contact avec l'air après l'extinction de l'arc, protégeant ainsi la soudure et l'électrode. Elle est utilisable avec tous les métaux. L'acier inoxydable et le titane, en particulier, nécessitent des temps de post-gaz plus longs. |
| Courant |
10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 50 A |
Réglage de l’intensité du courant de soudage |
| Limite courant min. |
Min./Max. : 10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 10 A |
Limites minimale et maximale de réglage du courant. |
| Limite courant max. |
Min./Max. : 10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 10 A |
Paramètres de soudage MMA
Les paramètres présentés ici peuvent être ajustés avec le procédé MMA.
| Dynamique |
-10.0 ... +10,0, pas de 0,2
Valeur par défaut : 0 |
Contrôle du comportement en court-circuit de l'arc. Plus la valeur est faible, plus l'arc est doux. Plus cette valeur est élevée, plus l'arc est dur. |
| Niveau surintensité à l'amorç. |
-30 ... +30
Valeur par défaut : 0 |
Fonction permettant d'utiliser un courant de soudage plus élevé ou plus faible au début du soudage. Après la période de surintensité à l'amorçage, le courant passe au niveau de courant de soudage normal. Cette fonction facilite le démarrage du soudage, en particulier avec les matériaux en aluminium. En soudage MMA, la durée de surintensité à l'amorçage est prédéfinie par l'utilisateur. |
| Courant |
10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 50 A |
Réglage de l’intensité du courant de soudage |
| Limite courant min. |
Min./Max. : 10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 10 A |
Limites minimale et maximale de réglage du courant. |
| Limite courant max. |
Min./Max. : 10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 10 A |
| Rupture d'arc |
OFF, 30...60 V, étape 1
Valeur par défaut : OFF |
Détermine le point d'extinction de l'arc en fonction de sa longueur en soudage MMA. |
Paramètres de gougeage
Les paramètres présentés ici peuvent être ajustés avec le procédé de gougeage.
| Courant |
10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 50 A |
Réglage du courant. |
| Limite courant min. |
Min./Max. : 10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 10 A |
Limites minimale et maximale de réglage du courant. |
| Limite courant max. |
Min./Max. : 10 ... puissance max. de l'appareil, par paliers de 1
Par défaut : 10 A |
| Niveau surintensité à l'amorç. |
-30 ... +30
Valeur par défaut : 0 |
Fonction de soudage qui utilise un courant plus ou moins élevé au début du procédé. |
Pour plus d'informations sur les fonctions de soudage supplémentaires, consulter Conseils complémentaires relatifs aux fonctionnalités et caractéristiques.