Hotstart und Kraterfüllung
Bei X5 Manual-Drahtvorschubmodellen können Sie die Funktion Kraterfüllung nutzen und ihre Parameter durch Drücken der Taste für das Einstellungsmenü im Bedienpanel anpassen (Verwendung des X5 Manual Bedienpanels).
Bei X5 AP/APC-Drahtvorschubmodellen können Sie die Funktionen Hotstart und Kraterfüllung verwenden und deren Parameter in der Ansicht Schweißparameter einstellen (Bedienpanel AP/APC: Schweißparameter).
Informationen zur Brennertaster-Logik im Allgemeinen finden Sie unter Funktionen der Brennertaster-Logik.
Hotstart
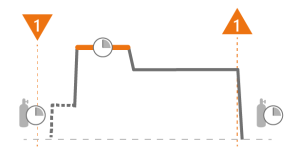
Wenn Sie die Hotstart-Funktion verwenden, beginnt der Schweißvorgang mit anderen Parameterwerten als den Werten, die für den Rest des Jobs verwendet werden. Die Funktion kann beispielsweise verwendet werden, wenn dicke Materialien geschweißt werden, bei denen zusätzliche Leistung (Wärme) beim Start dazu beiträgt, die hohe Qualität der Schweißnaht zu gewährleisten.
Wenn die 2T-Brennertaster-Logik verwendet wird, hat der Hotstart die Dauer des vordefinierten Zeitraums.
Hotstart mit 2T:
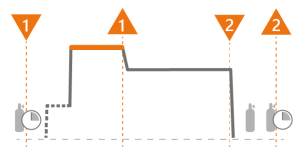
Wenn die 4T-Brennertaster-Logik verwendet wird, startet der Hotstart, wenn der Brennertaster gedrückt wird und das Schweißen beginnt, und dauert an, bis der Brennertaster losgelassen wird.
Hotstart mit 4T:
Zusätzliche Anmerkungen:
| • | Mit der Einstellung der Hotstart-Übergangszeit wird die Übergangszeit von der Hotstart-Phase zur normalen Schweißstromstärke festgelegt. |
| • | Der Hotstart-Pegel und die Hotstart-Zeit sind nur in der Brennertaster-Logik 2T einstellbar. |
| • | Die Hotstart-Feineinstellung (Spannung) ist mit den Prozessen 1-MIG, Puls, DPulse, WiseThin+ und MAX Speed einstellbar. |
Kraterfüllung
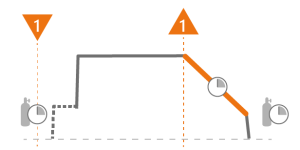
Beim Schweißen mit hoher Leistung entsteht am Ende der Schweißnaht in der Regel ein Krater. Die Kraterfüllung verringert die Schweißleistung/Drahtvorschubgeschwindigkeit am Ende der Schweißaufgabe allmählich, so dass der Krater mit einem niedrigeren Stromwert gefüllt werden kann.
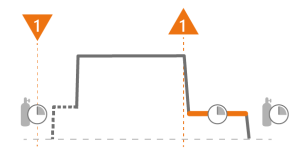
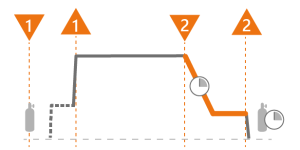
Wenn die 2T-Brennertaster-Logik verwendet wird, wird durch Loslassen des Brennertasters die Kraterfüllung gestartet. Die Kraterfüllung hält für den vordefinierten Zeitraum an.
Kraterfüllung mit automatischen/synergetischen MIG-Prozessen und 2T:
Kraterfüllung mit manuellem MIG-Verfahren und 2T:
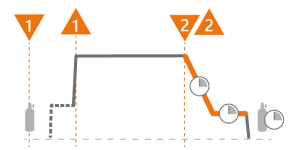
Wenn die 4T-Brennertaster-Logik verwendet wird, wird durch Drücken des Brennertasters während des Schweißens die Kraterfüllung gestartet. Das System verbleibt am Endpunkt der Kraterfüllung, bis die Taste losgelassen wird. Durch Loslassen des Brennertasters wird die Kraterfüllung sofort beendet.
Kraterfüllung mit 4T:
Zusätzliche Anmerkungen:
| • | Die Kraterfüll-Feineinstellung (Spannung) ist mit den Prozessen 1-MIG, Puls, DPulse, WiseThin+ und MaxSpeed einstellbar. |
| • | Beim manuellen MIG-Verfahren können die Kraterfüllzeit, die Drahtvorschubgeschwindigkeit und die Spannung angepasst werden, aber die Einstellungen für das Kraterfüllniveau sind nicht verfügbar. |
| • | In automatischen/synergischen MIG-Verfahren können die Kraterfüllung-Feineinstellung, die Zeit und die Niveaueinstellungen angepasst werden, aber die Einstellungen für die Drahtvorschubgeschwindigkeit und die Spannung der Kraterfüllung sind nicht verfügbar. |
Kraterfüllung mit Timer
Die Timer-Option für die Kraterfüllung ist nur mit 4T-Brennertaster-Logik und in automatischen/synergetischen MIG-Verfahren verfügbar. Es ermöglicht die Festlegung einer festen Dauer für der Endwert der Kraterfüllung (das Endniveau der Kraterfüllung). Wenn die Kraterfüllfunktion mit Timer ausgewählt und die Kraterfüll-Endniveauzeit (Kraterfüllung Endzeit) eingestellt ist, wird die Kraterfüllsequenz nach der voreingestellten Dauer gestoppt, selbst wenn der Auslöser gedrückt gehalten wird.
Im Timer-Modus beeinflusst der Parameter „Kraterfüllung Endzeit“ die Dauer des Endniveaus und der Parameter „Kraterfüllzeit“ die Steigungszeit (die Dauer des Übergangs vom Schweißniveau oder Startniveau der Kraterfüllung zum Endniveau).
Wenn der Brennertaster losgelassen und dann während der Kraterfüllung erneut gedrückt wird, wird die Kraterfüllung gestoppt.
Zusätzliche Anmerkungen:
| • | In automatischen/synergischen MIG-Verfahren können die Kraterfüllung-Feineinstellung, die Zeit und die Niveaueinstellungen angepasst werden, aber die Einstellungen für die Drahtvorschubgeschwindigkeit und die Spannung der Kraterfüllung sind nicht verfügbar. |
| • | Die Kraterfüll-Feineinstellung (Spannung) ist mit den Prozessen 1-MIG, Puls, DPulse, WiseThin+ und MaxSpeed einstellbar. |
Symbole:

|
Funktion |

|
Brennertaster (unten) drücken |

|
Einschleichen |

|
Brennertaster (oben) auslösen |

|
Eingestellte Dauer |

|
Vorströmgas/Nachströmgas |