Bedienpanel AP/APC: Schweißparameter
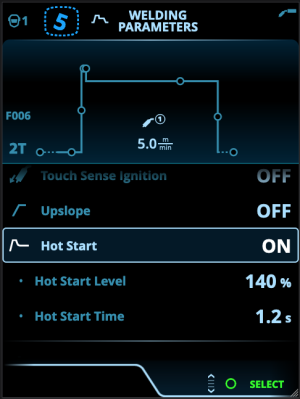
Die Ansicht Schweißparameter enthält eine Start- und Stoppkurve für das Visualisieren und Einstellen der wichtigsten Parameter für Schweißungen. Der untere Abschnitt der Ansicht listet die verfügbaren Einstellungen für den ausgewählten Schweißprozess auf. Die Auswahl des Schweißverfahrens basiert auf dem aktiven Speicherkanal und dessen Einstellungen.

|
Viele der Schweißparameter sind schweißprozessspezifisch und sind sichtbar und können entsprechend eingestellt werden. |
Einstellen von Schweißparametern
| 1. | Drehen Sie den rechten Bedienknopf, um den gewünschten Schweißparameter zu markieren. |
| 2. | Drücken Sie den rechten Bedienknopf, um den Schweißparameter für die Anpassung auszuwählen. |
| 3. | Drehen Sie den rechten Steuerknopf, um den gewünschten Schweißparameter zu anzupassen. |
>> Je nach dem einzustellenden Parameter finden Sie weitere Einzelheiten in der Tabelle Schweißparameter unten.
| 4. | Bestätigen Sie den neuen Wert / die neue Auswahl und schließen Sie die Einstellungsansicht, indem Sie den rechten Steuerknopf drücken. |
Speichern von Schweißparametern zur späteren Verwendung
Es wird automatisch ein Arbeitskanal für die geänderten Schweißparameter erstellt. Um die eingestellten Schweißparameter auf einem Speicherkanal zu speichern, führen Sie einen der folgenden Schritte aus:
| • | Schnellaktivierung der Kanaloption: Halten Sie den Shortcut-Knopf Kanäle etwa 2 Sekunden lang gedrückt. |
>> Dadurch werden die Parametereinstellungen auf dem derzeit aktiven Kanal gespeichert und ersetzen die vorherigen Parametereinstellungen.
| • | Option Kanalansicht: Gehen Sie in die Ansicht Kanäle und speichern Sie die Parametereinstellungen auf einem neuen Kanal. |
>> Siehe Bedienpanel AP/APC: Kanäle für weitere Informationen.
Schweißparameter und Funktionsbeschreibungen
![]() MIG- und 1-MIG-Schweißparameter
MIG- und 1-MIG-Schweißparameter
Die hier aufgeführten Parameter stehen für die Einstellung mit dem MIG- und 1-MIG-Verfahren zur Verfügung.
Die hier aufgeführten Parameter stehen für das Anpassen im 1-MIG-Verfahren zur Verfügung.
Die hier aufgeführten Parameter stehen zusätzlich zu den Schweißparametern für MIG und 1-MIG zum Einstellen zur Verfügung, wenn eine X5-Pulsstromquelle angeschlossen ist. DPulse = Doppelpulsverfahren.
Die hier aufgeführten Parameter sind prozessspezifisch für MAX-Speed
Die hier aufgeführten Parameter sind prozessspezifisch für MAX Position
Die hier aufgeführten Parameter stehen für die Anpassung mit dem WIG-Verfahren zur Verfügung.
Die hier aufgeführten Parameter stehen für die Anpassung mit dem E-Hand-Verfahren zur Verfügung.
Die hier aufgeführten Parameter stehen für die Anpassung mit dem Fugenhobeln-Verfahren zur Verfügung.
Für weitere Angaben zu den zusätzlichen Schweißfunktionsmerkmalen, siehe Zusätzliche Hinweise zu Funktionen und Merkmalen.