Einsetzen und Wechseln des Drahts (X5 WF 200)
In diesem Abschnitt wird beschrieben, wie Draht und Spule beim X5 Wire Feeder 200 eingesetzt werden.

|
Installieren Sie den Schweißbrenner am Drahtvorschub, bevor Sie die Drahtspule montieren. |
|
|
Wenn Sie die Drahtspule wechseln, entfernen Sie den restlichen Zusatzwerkstoff aus dem Schweißbrenner und dem Drahtvorschubmechanismus, bevor Sie die Drahtspule entfernen. |
Zum Entfernen der Drahtspule:
|
1.
|
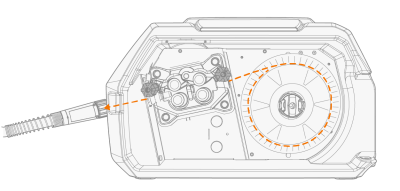
Öffnen Sie die seitliche Klappe des Drahtvorschubgeräts. |
|
2.
|
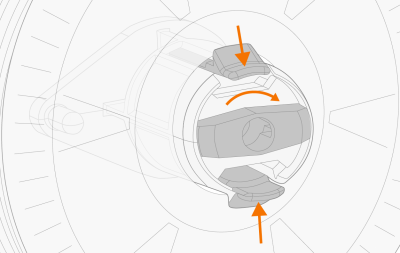
Lösen Sie die Verriegelung der Nabe und schieben Sie die Verriegelungsclips der Drahtspule zur Mitte. |
|
3.
|
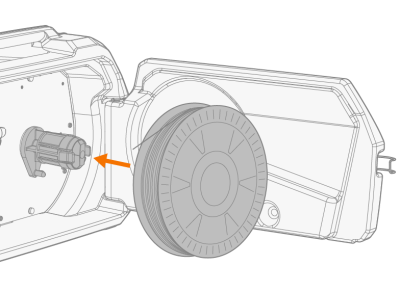
Nehmen Sie die Drahtspule aus dem Drahtvorschub. |
Installieren einer neuen Drahtspule:
|
1.
|
Öffnen Sie die seitliche Klappe des Drahtvorschubgeräts. |
|
2.
|
Wenn nicht bereits geschehen, lösen Sie die Verriegelung der Nabe, damit sich die Verriegelungsclips zur Mitte bewegen können. |
|
3.
|
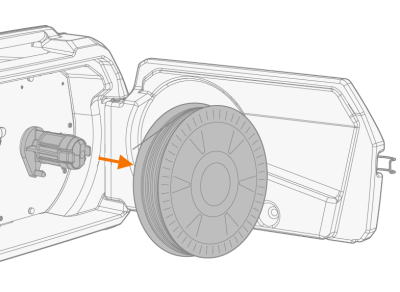
Setzen Sie die Drahtspule auf die Nabe im Drahtvorschub. |
|
|
Stellen Sie sicher, dass die Drahtspule in die richtige Richtung zeigt, so dass der Schweißdraht von der Oberseite der Spule zu den Vorschubrollen läuft.
|
|
|
Stellen Sie sicher, dass die Nabenverriegelungsclips einrasten, sobald die Drahtspule eingesetzt ist.
|
|
4.
|
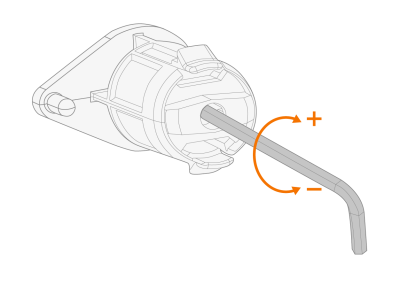
Sichern Sie die Drahtspule, indem Sie den Verriegelungsknopf in die geschlossene Position drehen. |
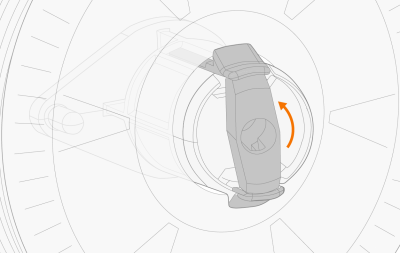
Stellen Sie gegebenenfalls die Spulenbremse ein; drehen Sie hierzu die Schraube (mit Inbusschlüssel) in der Mitte des Nabenverriegelungsmechanismus.
Installieren des Zusatzwerkstoffes:
|
1.
|
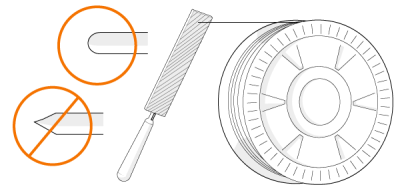
Lösen Sie das Ende des Zusatzwerkstoffs von der Spule und schneiden Sie alle verformten Abschnitte ab, damit das Ende gerade ist. |
|
|
Stellen Sie sicher, dass der Zusatzwerkstoff nicht von der Spule abrollt, wenn er gelöst wird. |
|
2.
|
Feilen Sie die Spitze des Zusatzwerkstoffs glatt. |

|
Scharfe Kanten an der Spitze des Zusatzwerkstoffs können den Drahtleiter beschädigen. |
|
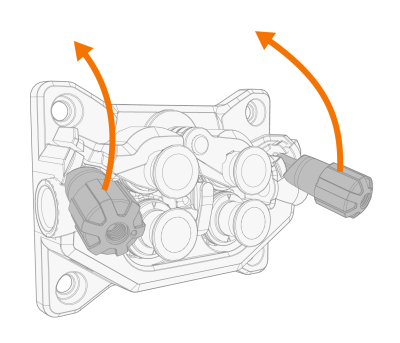
3.
|
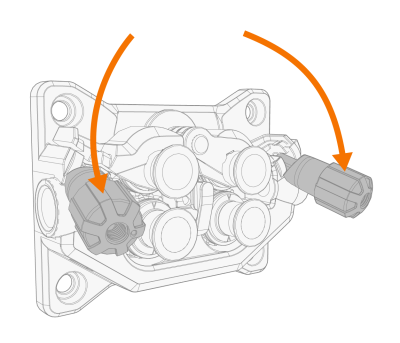
Lösen Sie die Druckhebel, um die Vorschubrollen zur Seite zu bewegen. |
|
4.
|
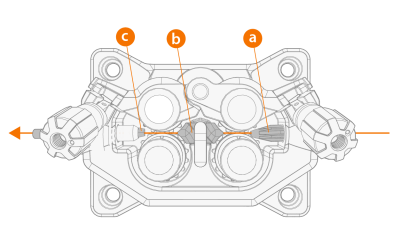
Führen Sie den Zusatzwerkstoff durch das Einlassrohr (a) und das mittlere Drahtführungsrohr (b) und in das Auslassrohr (c), das den Zusatzwerkstoff dem Schweißbrenner zuführt. |
|
5.
|
Schieben Sie den Zusatzwerkstoff von Hand in den Brenner, so dass der Draht bis zum Drahtleiter (ca. 20 cm) reicht. |
|
6.
|
Schließen Sie die Druckhebel, damit der Zusatzwerkstoff zwischen den Vorschubrollen gesperrt ist. Stellen Sie sicher, dass der Zusatzwerkstoff in den Nuten der Vorschubrolle sitzt. |
|
7.
|
Passen Sie den Anpressdruck der Vorschubrollen mit den Druckeinstellungsrollen an. Der Druck ist für beide Vorschubrollenpaare gleich. |
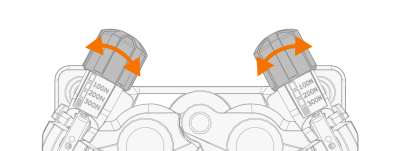
Die abgestuften Skalen auf dem Druckhebel zeigen den Anpressdruck, der auf die Vorschubrollen angewendet wird. Passen Sie den Anpressdruck der Vorschubrollen gemäß der nachstehenden Tabelle an.
| Fe/Ss fest |
V-Nut

|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| Metall und Rutil |
V-Nut, gerändelt
 |
≥ 1.2 |
1.0−2.0 |
| Selbstabschirmend (gaslos) |
V-Nut, gerändelt
|
≥ 1.6 |
2.0−3.0 |
| Aluminium |
U-Nut
 |
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
| 1.4 |
1.5−2.0 |
| ≥ 1.6 |
2.0−2.5 |
|
|
Zu hoher Druck flacht den Zusatzwerkstoff ab und kann beschichtete oder gefüllte Zusatzwerkstoffe beschädigen. Zu hoher Druck führt auch zu unnötigem Verschleiß der Vorschubrollen und erhöht die Getriebelast. |
|
8.
|
Drücken Sie die Drahtvorlauftaste, um den Schweißdraht in den Schweißbrenner zu führen. Stoppen Sie, wenn der Draht die Stromdüse des Schweißbrenners erreicht. |
>> Beim X5 Wire Feeder 200 befindet sich die Taste für den Drahtvorlauf auf dem Bedienpanel.


|
Achten Sie auf den Draht, wenn er die Stromdüse erreicht und aus dem Brenner austritt. |
|
9.
|
Stellen Sie vor dem Schweißen sicher, dass die Schweißparameter und Einstellungen auf dem Bedienpanel mit Ihrer Schweißkonfiguration übereinstimmen. |
>> Für weitere Informationen siehe Verwendung des X5 Manual Bedienpanels und Verwenden des Bedienpanels von X5 AP/APC.
Drahtspule und Nabe (200)