机器人设置
可以在 AX Manager 器中通过设置视图菜单访问机器人设置。视图的内容因机器人通信模式而异。
设置
| 参数 | 参数值 | 说明 |
|---|---|---|
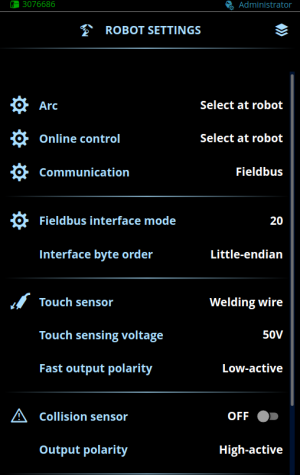
| 电弧 | 模拟/在机器人上选择 默认 = 在机器人上选择 |
当模拟开启时,电弧无法建立。选择是否强制打开模拟或让机器人进行选择。 |
| 在线控制 | 关闭 / 在机器人上选择 | 在在线控制模式下,机器人直接控制某些参数的值。选择是否要强制在线控制关闭,或让机器人进行选择。请参阅 在线控制 了解更多信息。 |
| 通信 | 现场总线 / 数字机器人控制 / 模拟机器人控制 默认 = 现场总线 |
确定与机器人的通信是通过现场总线还是通过数字机器人控制或模拟机器人控制进行。 |
| 现场总线界面模式 | 1 ...99 默认 = 20 |
标识要使用的现场总线控制表(请参阅 现场总线控制表)。 |
| 界面字节顺序 | 小端/大端 默认 = 小端 |
现场总线控制表中的字节顺序。 |
| 接触传感器 | 焊丝/喷嘴/在机器人上选择 默认 = 在机器人上选择 |
接触定位用于焊缝搜索。选择填充焊丝或喷嘴是否用于接触定位或让机器人进行选择。 如果您选择喷嘴用于接触定位,请使用单独的电缆将送丝机外围接头的引脚 F 连接到喷嘴(请参见 送丝机外围接头)。 |
| - 接触定位电压 | 50 V / 80 V / 110 V / 150 V / 160 V 170 V / 180 V / 200 V 默认 = 50 V |
接触传感器使用的输出电压。 有关接触定位电压电平的信息,请参阅 接触传感电压电平。 |
| - 快速输出极性 | 低电平激活/高电平激活 默认 = 高电平激活 |
接触传感器快速输出的输出极性。 低电平激活输出极性的输出行为: 低 = 感应到接触 高 = 未感应到接触 高电平激活输出极性的输出行为: 低 = 未感应到接触 高 = 感应到接触 |
| 碰撞传感器 | 关/开 默认 = 关 |
碰撞传感器保护焊枪颈不会因撞到障碍物而弯曲和损坏。当在焊头处检测到碰撞时,碰撞传感器会向机器人发送信号以停止焊接。 |
| - 输出极性 | 低电平激活/高电平激活 默认 = 低电平激活 |
低电平激活输出极性的信号行为: 0 = 检测到碰撞 1 = 未检测到碰撞 高电平激活输出极性的信号行为: 0 = 未检测到碰撞 1 = 检测到碰撞 |
| 提前送气和滞后停气控制 | 储存通道 / 在机器人上选择 默认 = 储存通道 |
此设置确定提前送气和滞后停气时间是由储存通道还是机器人控制。请参阅 提前送气和滞后停气控制 了解更多信息。 |
| 气体流量传感器(仅适用于 R500 Wire Feeder EUR+ 型号) | 关/开 默认 = 关 |
气体流量传感器用于测量保护气流量。 当气体流量传感器设置为 OFF(关闭)时,气体流量状态 OK。 当气体流量传感器设置为 ON(打开)时,测量值会在焊接期间在主页、工具和机器人状态视图中显示。 |
| - 气体流量错误 | 关/开 默认 = 关 |
当设置为 OFF(关闭)时,即使气体流量速度低于感应水平,焊接系统也不会给出错误。 当设置为 ON(打开)且气体流量速度低于感应水平时,焊接系统会发出错误消息并停止焊接。 |
| - 感应级别 | 5.0 L/min ... 20.0 L/min 默认 = 10.0 L/min |
当气体流量低于感应水平且气体流量错误设置为 ON(打开)时,焊接系统会发出错误消息并停止焊接。 |
| - 气体类型 | CO2 / 氩气 / Ar+8%CO2 / Ar+18%CO2 默认 = Ar+18%CO2 |
用于焊接的气体类型。 |
| - 传感器开始时间 | 0.1 s ... 5.0 s 默认 = 3.0 s |
气体流量传感器打开时的气体传感器启动时间。 |
| 焊丝卡住检查 | 开 / 关 / 在机器人上选择 默认 = 开 |
这将决定是否执行焊丝卡住检查,以检查填充焊丝是否卡在焊缝上。 当此功能打开时,会在每次焊接结束时自动完成焊丝卡住检查。 当此功能打开时,会在每次焊接结束时自动完成焊丝卡住检查。 当设置为“在机器人处选择”时,机器人会要求进行焊丝卡住检查(请参阅 控制信息)。 焊丝卡住检查的结果显示在机器人状态视图中(请参阅 机器人状态)。 |
| 机器人电压 | 电弧/终端 默认 = 终端电压 |
这定义了向机器人显示的电压,是电弧电压还是终端电压。 |
| 看门狗 | 关/开 默认 = 关 |
启用看门狗后,机器人必须定期切换看门狗位。如果机器人停止触发看门狗位,焊接系统会报错并停止焊接。 |
| - 看门狗超时 | 0.1 ... 5.0 s | 切换看门狗位超时。 |