提前送气和滞后停气控制
默认情况下,AX MIG Welder 使用储存通道中设置的提前送气和滞后停气时间。但是,机器人可以覆盖这些值,以便使用比 AX 管理器中可用的最大时间更长的送气时间。
以下部分描述了提前送气和滞后停气控制的不同场景。
场景 1:储存通道控制的提前送气和滞后停气
在场景 1 中,储存通道控制提前送气和滞后停气时间。该场景需要以下任一设置:
| a. | “提前送气和滞后停气控制”设置为“储存通道”(请参阅机器人设置) |
| b. | “提前送气和滞后停气控制”设置为“机器人”,但“GasBlow”控制位在焊接周期中不受机器人控制。 |
焊接周期的阶段顺序如下:
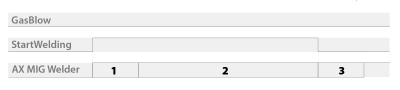
| 1. | 机器人将“StartWelding”控制位设置为状态 1:储存通道控制的提前送气流开始。 |
| 2. | 一旦储存通道控制的提前送气时间结束,电弧就会点燃,焊接就会开始。 |
| 3. | 机器人将“StartWelding”控制位设置为状态 0:焊接结束,储存通道控制的滞后停气流开始。 |
| 4. | 一旦储存通道控制的滞后停气时间过去,气阀就会关闭,滞后停气流就会结束。 |
图 1:储存通道控制的提前送气和滞后停气
| 项目 | 说明 |
|---|---|
| 1 | 储存通道控制的提前送气 |
| 2 | 焊接 |
| 3 | 储存通道控制的滞后停气 |
场景 2:机器人控制的提前送气和滞后停气
在场景 2 中,机器人控制提前送气和滞后停气时间。该场景需要以下设置:
| • | “提前送气和滞后停气控制”设置为“机器人”(请参阅机器人设置) |
| • | 机器人在焊接周期中控制“GasBlow”控制位。 |
焊接周期的阶段顺序如下:
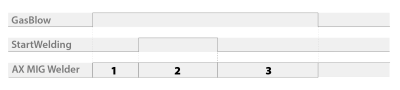
| 1. | 机器人将“GasBlow”控制位设置为状态 1:气阀打开,机器人控制的提前送气流开始。 |
| 2. | 一旦机器人控制的提前送气时间结束,机器人就会将“StartWelding”控制位设置为状态 1:电弧点燃,焊接开始。 |
| 3. | 机器人将“StartWelding”控制位设置为状态 0:电弧关闭,焊接结束,机器人控制的滞后停气流开始。 |
| 4. | 一旦机器人控制的滞后停气时间结束,机器人就会将“GasBlow”控制位设置为状态 0:气阀关闭,滞后停气流结束。 |
图 2:机器人控制的提前送气和滞后停气
| 项目 | 说明 |
|---|---|
| 1 | 机器人控制的提前送气 |
| 2 | 焊接 |
| 3 | 机器人控制的滞后停气 |
场景 3:机器人控制的提前送气和储存通道控制的滞后停气
在场景 3 中,机器人控制提前送气时间,储存通道控制滞后停气时间。
该场景需要将“提前送气和滞后停气控制”设置为“机器人”(请参阅机器人设置)。
焊接周期的阶段顺序如下:
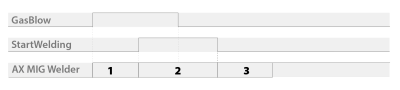
| 1. | 机器人将“GasBlow”控制位设置为状态 1:气阀打开,机器人控制的提前送气流开始。 |
| 2. | 一旦机器人控制的提前送气时间结束,机器人就会将“StartWelding”控制位设置为状态 1:电弧点燃,焊接开始。 |
| 3. | 在焊接过程中,机器人将“GasBlow”控制位设置为状态 0,以启用储存通道控制的滞后停气。 |
| 4. | 机器人将“StartWelding”控制位设置为状态 0:电弧关闭,焊接结束,储存通道控制的滞后停气流开始。 |
| 5. | 一旦储存通道控制的滞后停气时间过去,气阀就会关闭,滞后停气流就会结束。 |
图 3:机器人控制的提前送气和储存通道控制的滞后停气
| 项目 | 说明 |
|---|---|
| 1 | 机器人控制的提前送气 |
| 2 | 焊接 |
| 3 | 储存通道控制的滞后停气 |
场景 4:储存通道控制的提前送气和机器人控制的滞后停气
在场景 4 中,储存通道控制提前送气时间,机器人控制滞后停气时间。
该场景需要将“提前送气和滞后停气控制”设置为“机器人”(请参阅机器人设置)。
焊接周期的阶段顺序如下:
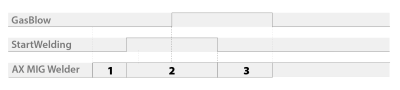
| 1. | 机器人将“StartWelding”控制位设置为状态 1:气阀打开,储存通道控制的提前送气流开始。 |
| 2. | 一旦储存通道控制的提前送气时间结束,电弧就会点燃,焊接就会开始。 |
| 3. | 在焊接过程中,机器人将“GasBlow”控制位设置为状态 1,以启用机器人控制的滞后停气。 |
| 4. | 机器人将“StartWelding”控制位设置为状态 0:只要“GasBlow”控制位处于状态 1,电弧就会关闭,焊接就会结束,机器人控制的滞后停气就会开始并继续。 |
| 5. | 一旦机器人控制的滞后停气时间结束,机器人就会将“GasBlow”控制位设置为状态 0:气阀关闭,滞后停气流停止。 |
图 4:储存通道控制的提前送气和机器人控制的滞后停气
| 项目 | 说明 |
|---|---|
| 1 | 储存通道控制的提前送气 |
| 2 | 焊接 |
| 3 | 机器人控制的滞后停气 |