| Lasprogramma |
|
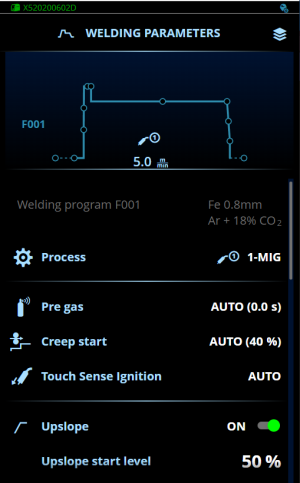
Geeft het gebruikte lasprogramma weer. In deze weergave kunt u het lasprogramma niet wijzigen. Zie Lasprogramma’s toepassen voor meer informatie over het wijzigen van een lasprogramma. |
Proces
|
MIG, 1-MIG, Pulse, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position |
Deze selectie van het MIG-lasproces is afhankelijk van het actieve lasprogramma.
Zie Aanvullende richtlijnen voor functies en kenmerken voor meer aanvullende informatie over de processen. |
| Voorgas |
0,0 ... 9,9 s, Auto, stap 0,1
0.0 = UIT
Standaard = Auto |
Lasfunctie waarmee het beschermgas begint te stromen, voordat de boog wordt ontstoken. Dit zorgt ervoor dat het metaal bij het begin van het lasproces niet in aanraking komt met lucht. De tijdsduur wordt vooraf ingesteld door de gebruiker. De functie wordt gebruikt voor alle metalen, maar vooral voor roestvast staal, aluminium en titanium. |
| Kruipstart |
10 ... 100 %, Auto, stap 1
Standaard = Auto |
De kruipstartfunctie bepaalt de draadaanvoersnelheid voordat de lasboog wordt ontstoken, dus voordat de lasdraad in contact komt met het werkstuk. Wanneer de boog wordt ontstoken, schakelt de draadaanvoersnelheid automatisch in de normale, door de gebruiker ingestelde snelheid. De kruipstartfunctie is altijd aan. |
| Touch Sense Ignition |
AUTO/UIT/AAN
Standaard = Auto |
Touch Sense Ignition zorgt voor een minimale hoeveelheid spatten en stabiliseert de boog direct nadat die is ontstoken. |
| Upslope |
AAN/UIT (ON/OFF)
Standaard = UIT |
Upslope is een lasfunctie die de tijd bepaalt, gedurende welke de lasstroom aan het begin van de las geleidelijk wordt verhoogd tot het gewenste niveau. Het upslope-startniveau en de tijd worden vooraf ingesteld door de gebruiker. |
| - Upslope startniveau |
10 ... 100 %, Auto, stap 1
Standaard = 50 |
| 100 %, Upslope-tijd |
0,1 ... 5 s, Auto, stap 0,1
Standaard = 0.1 |
| Hot start |
AAN/UIT (ON/OFF)
Standaard = UIT |
Lasfunctie die aan het begin van het lassen een hogere of lagere draadaanvoersnelheid en lasstroom gebruikt. Na de Hot start-periode wijzigt de lasstroom naar tot het normale niveau. Dit ondersteunt het starten van de las, vooral bij aluminium materialen. Het Hot startniveau en de tijd zijn instelbaar door de gebruiker. De Hot start slope-tijd instelling stelt de overgangstijd van de Hot start fase naar het normale lasstroomniveau in. Die Hotstart-Feineinstellung (Spannung) ist bei 1-MIG-, Puls-, DPulse-, WiseThin+- und MAX Speed-Verfahren einstellbar. |
| - Hot start niveau |
-50 ... +200 %, Auto, stap 1
Standaard = 140 |
| - Hot start fijnafstemming |
-10,0 ... +10,0, stap 0,1
Standaard = 0 |
| - Hot start tijd |
0,1 ... 9,9 s, Auto, stap 0,1
Standaard = 1,2 sec |
| - Hot start slope-tijd |
0,0 ... 10,0 s, stap 0,1 s
Standaard = 0 |
| Wise-functie |
Geen, WiseFusion, WisePenetration, WiseSteel |
Wanneer deze wordt geselecteerd, wordt een lijst met beschikbare Wise-functies geopend voor selectie. Raadpleeg Aanvullende richtlijnen voor functies en kenmerken voor meer informatie.
(Niet beschikbaar bij WiseRoot+, WiseThin+, MAX Cool, MAX Speed en MAX Position.) |
| Draadaanvoersnelheid |
0.5 ... 25 m/min, stap 0,05 of 0,1
Standaard = 5,00 m/min
|
Instelling draadaanvoersnelheid Wanneer de draadaanvoersnelheid minder is dan 5 m/min, is de verstellingstap 0,05 en wanneer de draadaanvoersnelheid 5 m/min is of meer, is de verstellingstap 0,1.
|
| Min. limiet draadaanvoersnelheid |
Min./max. = 0,5 ... 25 m/min, stap 0,1
Standaard = 0,5 m/min |
Minimale en maximale limieten voor de aanpassing van de draadaanvoersnelheid |
| Max. limiet draadaanvoersnelheid |
Min./max. = 0,5 ... 25 m/min, stap 0,1
Standaard = 25 m/min |
Stroom
|
10 ... apparaat formaat A, stap 1
Standaard = 50 A |
Verstelling van lasstroom. Alleen met WisePenetration. |
| Fijnafstemming |
Voorbeeld: -10,0 ... +10,0 V *, stap 0,1
|
Fijnafstemming voor de lasspanning.
* Het spanningsbereik voor de fijnafstemming wordt gedefinieerd door het actieve lasprogramma. |
| Dynamiek |
-10.0 ... +10,.0, stap 0.2
Standaard = 0 |
Regelt het kortsluitgedrag van de boog. Hoe lager de waarde, des te zachter de boog is en hoe hoger de waarde, des te ruwer de boog is. |
| Voorloopsnelheid robot |
20...2000 mm/min, stap 1 /
Bestuurd door robot
Standaard = Bestuurd door robot |
De gebruiker kan de voorloopsnelheid instellen in een geheugenkanaal dat naar de robot wordt verzonden. Merk echter op dat:
- De robot moet een functie hebben waarmee de waarde die vanuit het geheugenkanaal wordt verzonden, kan worden gebruikt.
- De voorloopsnelheid kan nog steeds rechtstreeks in het robotprogramma worden ingesteld. In dat geval heeft de waarde van het robotprogramma voorrang op de waarde die via het geheugenkanaal wordt verzonden. |
| Kratervulling |
AAN/UIT (ON/OFF) |
Wanneer met hoog vermogen wordt gelast, ontstaat meestal een krater aan het einde van de las. De kratervulling-functie verlaagt het lasvermogen/de draadaanvoersnelheid aan het einde van de lastaak, zodat de krater kan worden gevuld met een lager vermogensniveau.
De kratervulling fijnafstemming (spanning) is instelbaar met 1-MIG, Pulse, DPulse, WiseThin+ en MAX Speed processen. |
| - Startniveau kratervulling |
10 ... 150 %, Auto, stap 1
Standaard = 100 |
| - Kratervulling fijnafstemming |
-10,0 ... +10,0, stap 0,1
Standaard = 0 |
| - Tijd kratervulling |
0,1 ... 10,0 s, Auto, stap 0,1
Standaard = 1,0 sec |
| - Eindniveau kratervulling |
10 ... 150 %, Auto, stap 1
Standaard = 30 |
| - Tijd eindniveau kratervulling |
0,1 ... 10,0 s, stap 0,1
Standaard = 0,0 s |
| Nastroom |
-30 ... +30 |
De instelling Nastroom is van invloed op de draadlengte aan het einde van de las om bijvoorbeeld te voorkomen dat de draad te dicht bij het smeltbad stopt. Daardoor wordt ook de optimale draadlengte bereikt voor het starten van de volgende las. |
| Eindstap draadaanvoer (Eindstap DA) |
UIT/AAN
Standaard = UIT |
De eindstapfunctie van de draadaanvoerunit voorkomt dat het toevoegmateriaal blijft plakken aan het draadmondstuk, wanneer het lassen eindigt. |
| Gasnastroom |
0,0 ... 9,9 s, Auto, stap 0,1
0.0 = UIT
Standaard = Auto |
Lasfunctie waarmee het beschermgas blijft te stromen, nadat de boog is gedoofd. Dit zorgt ervoor dat het hete metaal na het doven van de boog niet in aanraking komt met lucht, zodat de las en de elektrode worden beschermd. Gebruikt voor alle metalen. Vooral roestvast staal en titanium vereisen langere nagastijden. |