Robot settings
Robot settings can be accessed via the Settings view menu in AX Manager. The contents of the view varies depending on the robot communication mode.
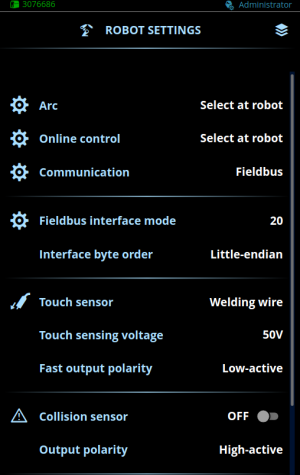
Settings
| Parameter | Parameter value | Description |
|---|---|---|
| Arc | Simulation / Select at robot Default = Select at robot |
When simulation is ON, the arc cannot be established. Select if you want to force the simulation to be ON or let the robot make the selection. |
| Online control | OFF / Select at robot | In online control mode, the robot controls the values of certain parameters directly. Select if you want to force the online control to be OFF or let the robot make the selection. For more information, refer to Online control. |
| Communication | Fieldbus / Digital robot control / Analog robot control Default = Fieldbus |
Determines whether the communication with the robot takes place via a fieldbus or with a digital robot control or analog robot control. |
| Fieldbus interface mode | 1 ... 99 Default = 20 |
Identifies the fieldbus control table to be used (refer to Fieldbus control tables). |
| Interface byte order | Little-endian / Big-endian Default = Little-endian |
Byte order in the fieldbus control table. |
| Touch sensor | Welding wire / Gas nozzle / Select at robot Default = Select at robot |
Touch sensing is used for seam searching. Select whether filler wire or gas nozzle is used for touch sensing or let the robot
select it. If you select the gas nozzle for touch sensing, connect pin F of the wire feeder peripheral connector to the gas nozzle with a separate cable (refer to Wire feeder peripheral connector). |
| - Touch sensing voltage | 50 V / 80 V / 110 V / 150 V / 160 V 170 V / 180 V / 200 V
Default = 50 V |
The output voltage used by the touch sensor. For information on touch sensing voltage levels, refer to Touch sensing voltage levels. |
| - Fast output polarity | Low-active / High-active Default = High-active |
Output polarity for the touch sensor fast output. Output behavior in low-active output polarity: Low = Touch sensed High = Touch not sensed Output behavior in high-active output polarity: Low = Touch not sensed High = Touch sensed |
| Collision sensor | OFF/ON Default = OFF |
Collision sensor protects the gun neck from bending and being damaged by hitting an obstacle. The collision sensor sends a signal to the robot to stop welding when a collision is detected at the welding head. |
| - Output polarity | Low-active / High-active Default = Low-active |
Signal behavior in low-active output polarity: 0 = Collision detected 1 = Collision not detected Signal behavior in high-active output polarity: 0 = Collision not detected 1 = Collision detected |
| Pre and post gas control | Memory channel / Select at robot Default = Memory channel |
This setting determines whether the pre and post gas times are controlled by the memory channel or the robot. For more information, refer to Pre and post gas control. |
| Gas flow sensor (in R500 Wire Feeder EUR+ models only) | OFF/ON Default = OFF |
Gas flow sensor is used to measure the shielding gas flow rate. When the gas flow sensor is set to OFF, the gas flow status is OK. When the gas flow sensor is set to ON, the measured values are shown in the Home, Tools and Robot status views during welding. |
| - Gas flow error | OFF/ON
Default = OFF |
When set to OFF, the welding system does not give an error even if the gas flow rate is below the sensing level.
When set to ON, and the gas flow rate is below sensing level, the welding system gives an error and welding stops. |
| - Sensing level | 5.0 L/min ... 20.0 L/min Default = 10.0 L/min |
If the gas flow is below the sensing level and the gas flow error is set to ON, the welding system gives an error and welding stops. |
| - Gas type | CO2
/ Argon / Ar+8%CO2 / Ar+18%CO2 Default = Ar+18%CO2 |
The gas type used for welding. |
| - Sensor start time | 0.1 s
...
5.0 s Default = 3.0 s |
Gas sensor start time when the gas flow sensor is ON. |
| Wire stuck detection | ON / OFF / Select at robot Default = ON |
This determines whether a wire stuck check is performed to detect if the filler wire is stuck to the weld. When this function is ON, the wire stuck check is done automatically at the end of each weld. When this function is OFF, no wire stuck check is done. When set to Select at robot, the robot requests the wire stuck check (refer to Control information). The result of the wire stuck check is shown in the Robot status view (refer to Robot status). |
| Voltage to robot | Arc / Terminal Default = Terminal voltage |
This defines which voltage is shown to the robot, arc or terminal voltage. |
| Watchdog | OFF/ON Default = OFF |
When watchdog is enabled, the robot must toggle the watchdog bit periodically. If the robot stops toggling the watchdog bit, the welding system gives an error and welding stops. |
| - Watchdog timeout | 0.1 ... 5.0 s | Timeout for toggling the watchdog bit. |