Robotereinstellungen
Die Robotereinstellungen werden über das Ansichtsmenü Einstellungen in AX-Manager aufgerufen. Der Inhalt der Ansicht variiert je nach Kommunikationsmodus des Roboters.
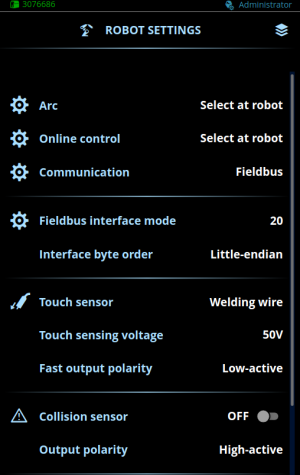
Einstellungen
| Parameter | Parameterwert | Beschreibung |
|---|---|---|
| Lichtbogen | Simulation / Einen Roboter auswählen Standard = Einen Roboter auswählen |
Wenn die Simulation aktiviert ist, kann der Lichtbogen nicht hergestellt werden. Wählen Sie, ob Sie die Simulation erzwingen möchten oder den Roboter die Auswahl treffen lassen möchten. |
| Online-Steuerung | AUS / Einen Roboter auswählen | Im Online-Steuerungsmodus steuert der Roboter die Werte bestimmter Parameter direkt. Wählen Sie, ob Sie die Online-Steuerung AUS schalten oder dem Roboter die Auswahl überlassen möchten. Weitere Informationen finden Sie unter Online-Steuerung. |
| Kommunikation | Feldbus / Digitale Robotersteuerung / Analoge Robotersteuerung Standard = Feldbus |
Legt fest, ob die Kommunikation mit dem Roboter über einen Feldbus oder mit einer digitalen Robotersteuerung oder analogen Robotersteuerung erfolgt. |
| Schnittstellenmodus Feldbus | 1 ... 99 Standardeinstellung = 20 |
Identifiziert die zu verwendende Feldbus-Steuertabelle (sieheFeldbus-Steuerungstabellen). |
| Bytereihenfolge Schnittstelle | Little-Endian / Big-Endian Standard = Little-Endian |
Byte-Reihenfolge in der Feldbus-Steuertabelle. |
| Berührungssensor | Schweißdraht / Gasdüse / Einen Roboter auswählen Standard = Einen Roboter auswählen |
Für die Nahtermittlung wird die Berührungserkennung verwendet. Auswählen, ob für die Berührungserkennung Schweißdraht oder Gasdüse verwendet wird, oder dies vom Roboter auswählen lassen. Wenn für die Berührungserkennung Gasdüse ausgewählt wird, den Kontakt F des Peripherieanschlusses des Drahtvorschubs mit einem separaten Kabel mit der Gasdüse verbinden (siehe Peripherieanschluss des Drahtvorschubs). |
| – Spannung Berührungssensor | 50 V / 80 V / 110 V / 150 V / 160 V 170 V / 180 V / 200 V Standardeinstellung = 50 V |
Die vom Berührungssensor verwendete Ausgangsspannung. Für Informationen zu den Spannungspegeln der Berührungssensorik, siehe Spannungspegel der Berührungssensorik. |
| – Schnelle Ausgangspolarität | Low-active / High-active Standard = High-active |
Ausgangspolarität für den Berührungssensor-Schnellausgang. Ausgangsverhalten bei Ausgangspolarität Low-active: Low = Berührung erfasst High = Keine Berührung erfasst Ausgangsverhalten bei Ausgangspolarität High-active: Low = Keine Berührung erfasst High = Berührung erfasst |
| Kollisionssensor | AUS / EIN Standardeinstellung = AUS |
Der Kollisionssensor schützt den Brennerhals vor Verbiegung und Beschädigung durch Aufprall auf ein Hindernis. Sobald am Schweißkopf eine Kollision erkannt wird, sendet der Kollisionssensor ein Signal an den Roboter, den Schweißvorgang zu stoppen. |
| – Ausgangspolarität | Low-active / High-active Standard = Low-active |
Signalverhalten bei Ausgangspolarität Low-active: 0 = Kollision erkannt 1 = Keine Kollision erkannt Signalverhalten bei Ausgangspolarität High-active: 0 = Keine Kollision erkannt 1 = Kollision erkannt |
| Einstellung der Gasvor- und -nachströmzeit | Speicherkanal / Einen Roboter auswählen Standard = Speicherkanal |
Diese Einstellung legt fest, ob die Vor- und Nachströmgaszeiten vom Speicherkanal oder vom Roboter gesteuert werden. Weitere Informationen finden Sie unter Einstellung der Gasvor- und -nachströmzeit. |
| Gasflusssensor (nur bei R500 Wire Feeder EUR+ Modellen) | AUS / EIN Standardeinstellung = AUS |
Der Gasdurchsatzsensor misst den Schutzgasdurchsatz. Wenn der Gasdurchsatzsensor auf AUS gestellt ist, ist der Gasdurchsatzstatus OK. Wenn der Gasdurchsatzsensor auf EIN gestellt ist, werden die gemessenen Werte beim Schweißen in den Statusansichten Start, Tools und Roboter angezeigt. |
| – Gasdurchsatzfehler | AUS / EIN Standardeinstellung = AUS |
In der Stellung AUS gibt das Schweißsystem keinen Fehler aus, selbst wenn die Gasdurchsatzrate unter dem Erfassungspegel liegt. In der Stellung EIN und bei einer Gasdurchsatzrate unter dem Erfassungspegel gibt das Schweißsystem einen Fehler aus und der Schweißvorgang wird gestoppt. |
| – Sensorpegel | 5,0 L/min bis 20,0 L/min Standard = 10,0 l/min |
Bei einer Gasdurchsatzrate unter dem Erfassungspegel und dem Gasdurchsatzfehler auf EIN gibt das Schweißsystem einen Fehler aus und der Schweißvorgang wird gestoppt. |
| – Gastyp | CO2 / Argon / Ar+8%CO2 / Ar+18%CO2 Standard = Ar+18%CO2 |
Die zum Schweißen verwendete Gasart. |
| – Startzeit Sensor | 0,1 s bis 5,0 s Standardeinstellung = 3,0 s |
Startzeit des Gassensors, wenn der Gasdurchsatzsensor auf EIN geschaltet ist. |
| Erkennung festsitzender Drähte | EIN / AUS / Einen Roboter auswählen Standardwert = EIN |
Damit wird festgelegt, ob eine Prüfung auf festsitzende Drähte durchgeführt wird, um festzustellen, ob der Schweißdraht an der Schweißnaht anhaftet. Wenn diese Funktion eingeschaltet ist, wird die Prüfung auf festsitzende Drähte automatisch am Ende jeder Schweißnaht durchgeführt. Wenn diese Funktion deaktiviert ist, wird keine Prüfung auf festsitzende Drähte durchgeführt. Wenn diese Option auf „Auswahl am Roboter“ gesetzt ist, fordert der Roboter die Prüfung auf festsitzende Drähte an (siehe Steuerinformationen). Das Ergebnis der Prüfung auf festsitzende Drähte wird in der Statusansicht des Roboters angezeigt (siehe Roboterstatus). |
| Spannung zum Roboter | Lichtbogen / Anschluss Standard = Anschlussspannung |
Hier wird festgelegt, welche Spannung dem Roboter angezeigt wird: Lichtbogenspannung oder Anschlussspannung. |
| Watchdog | AUS / EIN Standardeinstellung = AUS |
Bei aktivierter Watchdog-Funktion muss der Roboter das Watchdog-Bit regelmäßig umschalten. Wenn der Roboter aufhört, das Watchdog-Bit umzuschalten, gibt das Schweißsystem einen Fehler aus und der Schweißvorgang wird gestoppt. |
| – Watchdog-Timeout | 0,1 ... 5,0 s | Timeout für das Umschalten des Watchdog-Bits. |