Einstellung der Gasvor- und -nachströmzeit
Standardmäßig verwendet der AX MIG Welder die in den Speicherkanälen eingestellten Gasvor- und -nachströmzeiten. Der Roboter kann diese Werte jedoch überschreiben, um längere Gaszeiten als die im AX Manager verfügbaren maximalen Zeiten zu nutzen.
In den folgenden Abschnitten werden die verschiedenen Szenarien für die Regelung der Gasvor- und -nachströmzeit beschrieben.
Szenario 1: Vom Speicherkanal gesteuerte Gasvor- und -nachströmzeit
In Szenario 1 steuert ein Speicherkanal sowohl die Gasvor- als auch die -nachströmzeiten. Für dieses Szenario ist eine der folgenden Einstellungen erforderlich:
| a. | Die "Einstellung der Gasvor- und -nachströmzeit" ist auf "Speicherkanal" eingestellt (siehe Robotereinstellungen) |
| b. | Die "Einstellung der Gasvor- und -nachströmzeit" ist auf "Roboter" eingestellt, das "GasBlow"-Steuerbit wird jedoch während des Schweißzyklus nicht vom Roboter gesteuert. |
Die Abfolge der Phasen im Schweißzyklus ist wie folgt:
| 1. | Der Roboter setzt das "StartWelding"-Steuerbit auf den Zustand 1: Der vom Speicherkanal gesteuerte Vorströmgasdurchsatz beginnt. |
| 2. | Nach Ablauf der vom Speicherkanal gesteuerten Gasvorströmzeit zündet der Lichtbogen und der Schweißvorgang beginnt. |
| 3. | Der Roboter setzt das "StartWelding"-Steuerbit auf den Zustand 0: Das Schweißen endet und der vom Speicherkanal gesteuerte Nachströmgasdurchsatz beginnt. |
| 4. | Nach Ablauf der vom Speicherkanal gesteuerten Gasnachströmzeit schließt das Gasventil und der Nachströmgasdurchsatz endet. |
Abbildung 1: Vom Speicherkanal gesteuerte Gasvor- und -nachströmzeit
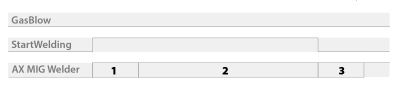
| Einheit | Beschreibung |
|---|---|
| 1 | Vom Speicherkanal gesteuerte Gasvorströmzeit |
| 2 | Schweißen |
| 3 | Vom Speicherkanal gesteuerte Gasnachströmzeit |
Szenario 2: Vom Roboter gesteuerte Gasvor- und -nachströmzeit
In Szenario 2 steuert der Roboter sowohl die Gasvor- als auch die -nachströmzeiten. Für dieses Szenario sind die folgenden Einstellungen erforderlich:
| • | Die "Einstellung der Gasvor- und -nachströmzeit" ist auf "Roboter" eingestellt (siehe Robotereinstellungen) |
| • | Der Roboter steuert das "GasBlow"-Steuerbit während des Schweißzyklus. |
Die Abfolge der Phasen im Schweißzyklus ist wie folgt:
| 1. | Der Roboter setzt das "GasBlow"-Steuerbit auf den Zustand 1: Das Gasventil öffnet sich und der vom Roboter gesteuerte Vorströmgasdurchsatz beginnt. |
| 2. | Nach Ablauf der vom Roboter gesteuerten Gasvorströmzeit setzt der Roboter das "StartWelding"-Steuerbit auf den Zustand 1: Der Lichtbogen zündet und der Schweißvorgang beginnt. |
| 3. | Der Roboter setzt das "StartWelding"-Steuerbit auf den Zustand 0: Der Lichtbogen wird abgeschaltet, das Schweißen beendet und der vom Roboter gesteuerte Nachströmgasdurchsatz beginnt. |
| 4. | Nach Ablauf der vom Roboter gesteuerten Gasnachströmzeit setzt der Roboter das "GasBlow"-Steuerbit auf den Zustand 0: Das Gasventil schließt und der Nachströmgasdurchsatz endet. |
Abbildung 2: Vom Roboter gesteuerte Gasvor- und -nachströmzeit
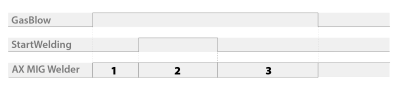
| Einheit | Beschreibung |
|---|---|
| 1 | Vom Roboter gesteuerte Gasvorströmzeit |
| 2 | Schweißen |
| 3 | Vom Roboter gesteuerte Gasnachströmzeit |
Szenario 3: Vom Roboter gesteuerte Gasvorströmzeit und vom Speicherkanal gesteuerte Gasnachströmzeit
In Szenario 3 steuert der Roboter die Gasvorströmzeit und ein Speicherkanal steuert die Gasnachströmzeit.
Für dieses Szenario muss die "Einstellung der Gasvor- und -nachströmzeit" auf "Roboter" eingestellt sein (siehe Robotereinstellungen).
Die Abfolge der Phasen im Schweißzyklus ist wie folgt:
| 1. | Der Roboter setzt das "GasBlow"-Steuerbit auf den Zustand 1: Das Gasventil öffnet sich und der vom Roboter gesteuerte Vorströmgasdurchsatz beginnt. |
| 2. | Nach Ablauf der vom Roboter gesteuerten Gasvorströmzeit setzt der Roboter das "StartWelding"-Steuerbit auf den Zustand 1: Der Lichtbogen zündet und der Schweißvorgang beginnt. |
| 3. | Während des Schweißens setzt der Roboter das "GasBlow"-Steuerbit auf den Zustand 0, um eine vom Speicherkanal gesteuert Gasnachströmzeit zu ermöglichen. |
| 4. | Der Roboter setzt das "StartWelding"-Steuerbit auf den Zustand 0: Der Lichtbogen wird abgeschaltet, das Schweißen beendet und der vom Speicherkanal gesteuerte Nachströmgasdurchsatz beginnt. |
| 5. | Nach Ablauf der vom Speicherkanal gesteuerten Gasnachströmzeit schließt das Gasventil und der Nachströmgasdurchsatz endet. |
Abbildung 3: Vom Roboter gesteuerte Gasvorströmzeit und vom Speicherkanal gesteuerte Gasnachströmzeit
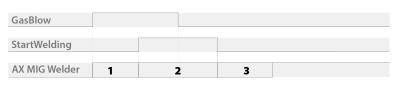
| Einheit | Beschreibung |
|---|---|
| 1 | Vom Roboter gesteuerte Gasvorströmzeit |
| 2 | Schweißen |
| 3 | Vom Speicherkanal gesteuerte Gasnachströmzeit |
Szenario 4: Vom Speicherkanal gesteuerte Gasvorströmzeit und vom Roboter gesteuerte Gasnachströmzeit
In Szenario 4 steuert ein Speicherkanal die Gasvorströmzeit und der Roboter steuert die Gasnachströmzeit.
Für dieses Szenario muss die "Einstellung der Gasvor- und -nachströmzeit" auf "Roboter" eingestellt sein (siehe Robotereinstellungen).
Die Abfolge der Phasen in einem Schweißzyklus ist wie folgt:
| 1. | Der Roboter setzt das "StartWelding"-Steuerbit auf den Zustand 1: Das Gasventil öffnet sich und der vom Speicherkanal gesteuerte Vorströmgasdurchsatz beginnt. |
| 2. | Nach Ablauf der vom Speicherkanal gesteuerten Gasvorströmzeit zündet der Lichtbogen und der Schweißvorgang beginnt. |
| 3. | Während des Schweißens setzt der Roboter das "GasBlow"-Steuerbit auf den Zustand 1, um eine vom Roboter gesteuert Gasnachströmzeit zu ermöglichen. |
| 4. | Der Roboter setzt das "StartWelding"-Steuerbit auf den Zustand 0: Der Lichtbogen wird ausgeschaltet, das Schweißen beendet und der vom Roboter gesteuerte Nachströmgasdurchsatz beginnt und läuft weiter, solange das "GasBlow"-Steuerbit im Zustand 1 ist. |
| 5. | Nach Ablauf der vom Roboter gesteuerten Gasnachströmzeit setzt der Roboter das "GasBlow"-Steuerbit auf den Zustand 0: Das Gasventil schließt und der Nachströmgasdurchsatz stoppt. |
Abbildung 4: Vom Speicherkanal gesteuerte Gasvorströmzeit und vom Roboter gesteuerte Gasnachströmzeit
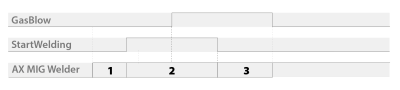
| Einheit | Beschreibung |
|---|---|
| 1 | Vom Speicherkanal gesteuerte Gasvorströmzeit |
| 2 | Schweißen |
| 3 | Vom Roboter gesteuerte Gasnachströmzeit |