触发器逻辑功能
使用 X5 Manual 手动送丝机型号,您可以通过按下控制面板上的触发逻辑选择按钮来选择触发逻辑(使用 X5 Manual 控制面板)。
对于 X5 AP/APC 送丝机型号,您可以在焊接参数视图中选择触发逻辑(AP/APC 控制面板:焊接参数)。
2T
在 2T 中,按下焊枪开关点燃电弧。如果设置了预送气,按下开关可在引弧前启动保护气流量。松开开关可关闭电弧并启动滞后停气(如果已设置)。
>>关于带热起弧和填弧坑功能的2T焊枪开关逻辑,请参阅 热起弧和填弧坑功能。
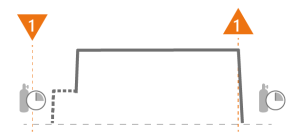
4T
在 4T 中,按下焊枪开关可启动提前送气,松开焊枪开关可点燃电弧。再次按下焊枪开关可熄灭电弧。松开扳机开关,气体流量在滞后停气阶段结束后停止(如果设置)。

>>关于带热起弧和填弧坑功能的4T焊枪开关逻辑,请参阅 热起弧和填弧坑功能。
Powerlog
X5 WF AP/APC
用户可以使用 Powerlog 触发逻辑功能,在两个或三个不同的功率级别之间切换。在 Powerlog 中,按下焊枪开关可启动提前送气,松开焊枪开关可点燃电弧。焊接期间,快速按下触发器可切换级别(在上次定义的功率级别之后,选择第一个级别)。在焊接过程中,在任何级别长按触发器都会关闭电弧。
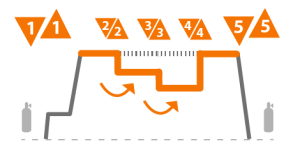
要使用 Powerlog,请前往控制面板的焊接参数视图并选择 Powerlog 作为触发器逻辑。选择后,选择使用 2 个还是 3 个功率等级。同样在焊接参数视图中设置此功能的功率等级。可供调整的参数包括:
| • | 送丝速度及其最小值和最大值 |
| • | 电压/微调 |
| • | 动态特性(不适用于 MAX Cool)。 |
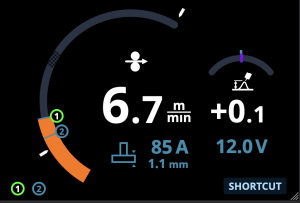
每个级别的送丝速度也可以在主视图中调整。按下左控制旋钮按钮可在各个级别之间切换。绿色表示所选的 Powerlog 级别:

|
Powerlog 触发器逻辑不可用于 WiseSteel 功能或手动 MIG、MAX Speed、MAX Position 或 DPulse 工艺。 |
|
|
Powerlog 触发器逻辑不能与遥控一起使用。如果在使用遥控时选择了 Powerlog 储存通道,触发器逻辑会自动切换到 4T。 |
符号:

|
功能 |

|
按下开关(下) |

|
慢送丝 |

|
松开开关(上) |

|
设置持续时间 |

|
预送气/滞后停气 |