热起弧和填弧坑功能
使用 X5 Manual 手动送丝机型号,您可以使用填弧坑功能,并通过按下控制面板上的设置菜单按钮调整其参数(使用 X5 Manual 控制面板)。
使用 X5 AP/APC 送丝机型号,您可以使用热起弧和填弧坑功能,并在焊接参数视图中调整其参数(AP/APC 控制面板:焊接参数)。
关于焊枪开关逻辑功能的一般信息,请参阅触发器逻辑功能。
热启动
在使用热启动功能时,焊接将从与焊接作业剩余部分使用的值不同的参数值开始。例如,在焊接厚材料时,可以使用该功能,因为这种情况下在启动时使用额外的功率(热能)有助于确保焊接的高质量。
使用 2T 触发器逻辑时,热启动将在预定义的时间段内持续。
2T热起弧:
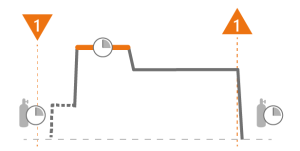
当使用4T焊枪开关逻辑时,按下焊枪开关后开始热起弧,持续到松开焊枪开关。
4T热起弧:
补充说明:
| • | 热起弧斜率时间调整设定了从热起弧阶段到正常焊接电流水平的过渡时间。 |
| • | 热起弧电平和时间仅在 2T 焊枪开关逻辑中可调。 |
| • | 热起弧微调(电压)可通过1-MIG、Pulse、DPulse、WiseThin+和MAX Speed工艺进行调节。 |
填弧坑
使用高功率焊接时,通常会在焊缝末端形成弧坑。填弧坑功能会在焊接作业结束时逐渐降低焊接功率/送丝速度,从而可以使用更低的功率等级填补弧坑。
使用 2T 触发器逻辑时,松开触发器会启动填弧坑序列。填弧坑持续预设的时间。
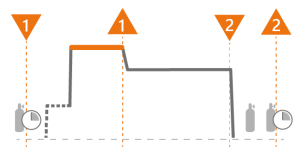
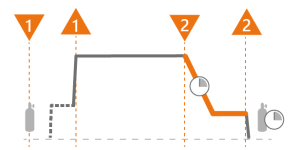
自动/一元化MIG工艺和2T填弧坑:
用手工MIG工艺和2T填弧坑:
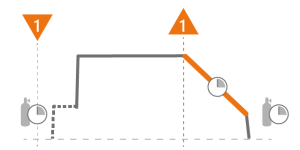
当使用4T焊枪开关逻辑时,按下焊枪开关即可启动填弧坑程序。在松开触发器之前,系统将保持在填弧坑修整等级。松开触发器会立即完成填弧坑序列。
用4T填弧坑:
补充说明:
| • | 填弧坑微调(电压)可通过1-MIG、Pulse、DPulse、WiseThin+和MaxSpeed工艺进行调节。 |
| • | 在MIG手工焊接工艺中,可以调整填弧坑时间、送丝速度和电压,但无法设置填弧坑级别。 |
| • | 在自动/一元化MIG工艺中,可以调整填弧坑微调、时间和级别设置,但无法调整填弧坑送丝速度和电压设置。 |
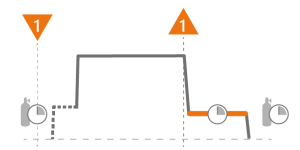
填弧坑,带计时器
填弧坑计时器选项仅适用于4T焊枪开关逻辑和自动/一元化MIG工艺。它允许为填弧坑结束级别设置固定持续时间。当选择带计时器的填弧坑功能并设置填弧坑结束级别时间时,即使保持按住触发器,填弧坑序列也会在预设持续时间后停止。
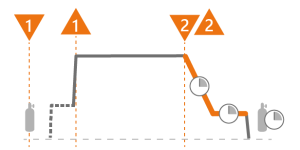
在带计时器模式下,填弧坑结束级别时间参数影响结束级别的持续时间,而填弧坑时间参数影响过渡时间(即从焊接级别或填弧坑起始级别过渡到结束级别的持续时间)。
如果在填弧坑序列期间松开触发器然后再次按下,填弧坑将停止。
补充说明:
| • | 在自动/一元化MIG工艺中,可以调整填弧坑微调、时间和级别设置,但无法调整填弧坑送丝速度和电压设置。 |
| • | 填弧坑微调(电压)可通过1-MIG、Pulse、DPulse、WiseThin+和MaxSpeed工艺进行调节。 |
符号:

|
功能 |

|
按下开关(下) |

|
慢送丝 |

|
松开开关(上) |

|
设置持续时间 |

|
预送气/滞后停气 |