AP/APC 控制面板:焊接参数
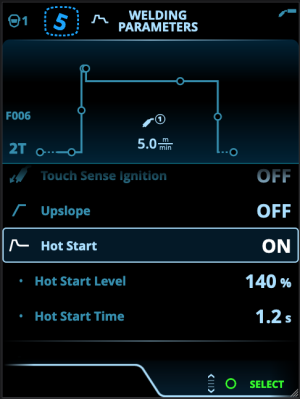
焊接参数视图包括用于可视化和调节最重要焊接参数的开始和停止曲线。视图的底部列出了所选焊接工艺的可用调节。焊接工艺选择基于激活的储存通道及其设置。

|
很多焊接参数都是焊接工艺特定的,仅在进行相应调节时可见和可用。 |
调节焊接参数
>>根据要调节的参数,另请参见下面的焊接参数表,了解更多详细信息。
|
4.
|
确认新值/选择,并通过按下右侧的控制旋钮关闭调节视图。 |
保存焊接参数,供后续使用
会针对变更后的焊接参数自动创建工作通道。要将设置的焊接参数保存到储存通道,请执行下述操作之一:
|
•
|
快速激活通道选项:按住通道快捷按钮约 2 秒。 |
>>这会将参数设置保存到当前活动的通道中,以替换先前的参数设置。
|
•
|
通道视图选项:前往通道视图,将参数设置保存到新的通道上。 |
>>请参阅 AP/APC 控制面板:通道 了解更多信息。
焊接参数和功能描述
 MIG 和 1-MIG 焊接参数
MIG 和 1-MIG 焊接参数
此处列出的参数可用于调节 MIG 和 1-MIG 工艺。
工艺
|
MIG、1-MIG、Pulse、DPulse、WiseRoot+、WiseThin+、MAX Cool、MAX Speed、MAX Position |
此 MIG 焊接工艺选择取决于活动的焊接程序以及使用的设备类型。
有关工艺的更多信息,请参阅功能和特性附加指南。 |
| 焊枪开关逻辑 |
2T,4T |
焊枪可以具有几种可选的焊枪开关操作模式(焊枪开关逻辑)。最常见的为 2T 和 4T。在 2T 模式下,您在焊接的同时按下焊枪开关。在 4T 模式下,您可以按下并松开开关以启动或停止焊接。请参阅 触发器逻辑功能 了解更多信息。 |
| 周期定时器 |
打开∕关闭
默认 = 关 |
周期定时器是一种焊接功能,可自动完成预定义持续时间的单次或多次焊接。
请参阅 周期定时器 了解更多信息。 |
| - 周期电弧时间 |
0.0 ...60.0 s
默认 = 2.0 s |
| - 间隔 |
打开∕关闭
默认 = 关 |
| - 间隔时间 |
0.1 ...3.0 s,步进 0.1 s
默认 = 0.1 s |
| 提前送气 |
0.0 ...9.9 s,Auto,步长 0.1
0.0 = 关闭 |
在引燃电弧前开始提供保护气流的焊接功能。这确保了在焊接开始时金属不会与空气接触。时间值由用户预设。用于所有金属,但特别适合不锈钢、铝和钛。
|
| 慢送丝 |
10...90 %,Auto,步长 1 |
慢送丝功能定义了焊接电弧点燃之前(即在填充焊丝接触工件之前)的送丝速度。起弧之后,送丝速度将自动切换到正常的用户设定速度。慢送丝功能始终是打开的。 |
| Touch Sense Ignition |
自动/打开∕关闭 |
接触传感起弧(TSI) 可最大限度减少飞溅并在点火后立即稳定电弧。 |
| 送丝速度 |
0.50 ...25 m/min,步长 0.05 或 0.1
默认 = 5.00 m/min |
送丝速度调节。当送丝速度小于 5 m/min 时,调节步长为 0.05;当送丝速度为 5 m/min 或更快时,调节步长为 0.1。 |
| 最小送丝速度 |
最小/最大 = 0.5 ... 25 m/min,步长 0.1
默认 = 0.5 m/min |
送丝速度调节下限和上限。 |
| 最大送丝速度 |
最小/最大 = 0.5 ... 25 m/min,步长 0.1
默认 = 25 m/min |
| 电压 |
最小值/最大值 = 根据焊接设备规格,步长 0.1 |
焊接电压调节和焊接电压调节的上限和下限。
这些参数仅可在 MIG 中进行调整。在 1-MIG 中,电压由焊接程序定义。 |
| 动态特性 |
-10.0 ...+10.0,步长 0.2
默认 = 0 |
控制电弧的短路特性。值越小,电弧越软,值越大,电弧越硬。
(不可用于 WiseRoot+、MAX Cool 和 MAX Speed。) |
| 填弧坑 |
打开∕关闭 |
使用高功率焊接时,通常会在焊缝末端形成弧坑。填弧坑功能会在焊接作业结束时降低焊接功率/送丝速度,从而可以使用更低的功率等级填补弧坑。在手动MIG焊接工艺中,填弧坑持续时间、送丝速度和电压由用户预设。
当送丝速度小于 5 m/min 时,调节步长为 0.05;当送丝速度为 5 m/min 或更快时,调节步长为 0.1。
请参阅 热起弧和填弧坑功能 了解更多信息。
有关其他流程,请参阅下面的参数表。 |
| - 填弧坑时间 |
0.0 ...10.0 s,Auto,步长 0.1
默认 = 1.0 s |
| - 填弧坑送丝速度 |
0.5 ...25.0 m/min,Auto,步长 0.05 或 0.1
默认 = 5 m/min |
| - 填弧坑电压 |
400A:8 ...45 V,Auto
500A:8 ...50 V,Auto
步长 0.1 V
默认 = 18 V |
| 滞后电流 |
-30 ...+30 |
滞后电流设置会影响焊接结束时的焊丝长度,例如,可防止焊丝停在太靠近熔池的位置。这也为下一次焊接的开始提供了最佳焊丝长度。 |
| 送丝结束步骤(WF 结束步骤) |
关/开
默认 = 关 |
送丝结束步骤功能可防止焊接结束时填充焊丝粘在导电嘴上。 |
| 滞后停气 |
0.0 ...9.9 s,Auto,步长 0.1
0.0 = 关闭 |
在电弧熄灭后继续提供保护气流的焊接功能。这确保了在电弧熄灭后热焊接不会与空气接触,从而保护焊缝和焊条。用于所有金属。特别是不锈钢和钛需要更长的滞后停气时间。
|
1-MIG 焊接参数
这里列出的参数可用于调整 1-MIG 工艺。
| 焊枪开关逻辑 |
2T、4T、Powerlog(2 级或 3 级) |
焊枪可以具有几种可选的焊枪开关操作模式(焊枪开关逻辑)。最常见的为 2T 和 4T。在 2T 模式下,您在焊接的同时按下焊枪开关。在 4T 模式下,您可以按下并松开开关以启动或停止焊接。
请注意,启用 Powerlog 会在焊接参数视图中打开其他 Powerlog 设置。
请参阅 触发器逻辑功能 了解更多信息。 |
| 上坡 |
打开∕关闭 |
上坡这种焊接功能决定了焊接开始时焊接电流逐渐增加到所需焊接电流水平的时间。上坡开始级别和时间由用户预设。 |
| - 上坡启动级别 |
10 ...100 %,Auto,步长 1
默认 = 50 |
| - 上坡时间 |
0.1 ...5 s,Auto,步长 0.1
默认 = 0.10 |
| 热启动 |
打开∕关闭 |
在焊接开始时使用更打或更小送丝速度和焊接电流的焊接功能。在热起弧之后,电流变为正常焊接电流水平。这有助于开始焊接,特别是使用铝材料时。
热起弧斜率时间调整设定了从热起弧阶段到正常焊接电流水平的过渡时间。
热起弧电平和时间仅在 2T 焊枪开关逻辑中可调。
热起弧微调(电压)可通过1-MIG、Pulse、DPulse、WiseThin+和MAX Speed工艺进行调节。
请参阅 热起弧和填弧坑功能 了解更多信息。
|
| - 热启动级别 |
-50 ...+200 %,Auto,步长 1
默认 = 40 |
| - 热启动微调 |
-10.0 ...+10.0,步长 0.1
默认 = 0.0 |
| - 热启动时间 |
0.1 ...9.9 s,Auto,步长 0.1
默认 = 1.2 s |
| - 热启斜率时间 |
0.0 ...10.0 s,步长 0.1 s
默认 = 0.0 s |
| Wise 功能 |
无,WiseFusion,WisePenetration,WiseSteel |
选择后,会打开可用的 Wise 功能列表以供选择。有关这些功能的更多信息,请参阅功能和特性附加指南。
。(不可用于 WiseRoot+、WiseThin+、MAX Cool、MAX Speed 和 MAX Position。) |
| 微调 |
示例:-10.0 ...+10.0 V *
步长 0.1 V
|
焊接电压微调。
* 微调电压范围由活动的焊接程序定义。 |
| 填弧坑 |
关/开/定时器 |
使用高功率焊接时,通常会在焊缝末端形成弧坑。填弧坑功能会在焊接作业结束时降低焊接功率/送丝速度,从而可以使用更低的功率等级填补弧坑。
填弧坑计时器选项仅适用于4T焊枪开关逻辑。它允许为最终级别设置固定时间。
填弧坑微调(电压)可通过1-MIG、Pulse、DPulse、WiseThin+和MaxSpeed工艺进行调节。
请参阅 热起弧和填弧坑功能 了解更多信息。 |
| - 填弧坑启动级别 |
10 ...150 %,Auto,步长 1
默认 = 100 |
| - 填弧坑时间 |
0.1 ...10.0 s,Auto,步长 0.1
默认 = 1.0 s |
| - 填弧坑结束级别 |
10 ...150 %,Auto,步长 1
默认 = 30 |
| - 填弧坑结束级别时间 |
关 ...10.0 s,步长 0.1
默认 = 关 |
| - 填弧坑微调 |
-10.0 ...+10.0,步长 0.1
默认 = 0.0 |
电流
|
10 ...器尺寸 A,步长 1
默认 = 50 A |
仅使用 WisePenetration+ 进行焊接电流调节。 |
Pulse/DPulse 焊接参数
连接 X5 脉冲电源后,除了 MIG 和 1-MIG 焊接参数外,还可以调整此处列出的参数。DPulse = 双脉冲工艺。
| 脉冲电流 % |
-10 ...+15%,步长 1 |
相对于 Pulse 和 DPulse 焊接工艺的电流的脉冲电流微调。 |
| DPulse 比 |
10 ...90 %,步长 1 |
这可以调整双脉冲时间百分比,即双脉冲处于第一个脉冲水平的时间。第二个脉冲水平是相对于第一个水平设置确定的。 |
| DPulse 频率 |
0.4 ...8.0 Hz,Auto,步长 0.1 |
这将调节双脉冲频率。从第 1 个水平的开头到第 2 个水平的末尾需要多长时间。 |
| DPulse 水平 1:送丝速度 |
0.50 ...25 m/min,步长 0.05 或 0.1 |
第一个双脉冲水平的送丝速度(以及送丝速度的最小值/最大值)。
当送丝速度小于 5 m/min 时,调节步长为 0.05;当送丝速度为 5 m/min 或更快时,调节步长为 0.1。 |
| DPulse 水平 1:微调 |
-10 ...+10,步长 1 |
焊接电压微调。 |
| DPulse 水平 1:动态特性 |
-10.0 ...+10.0,步长 0.2
默认 = 0 |
控制电弧的短路特性。值越小,电弧越软,值越大,电弧越硬。 |
| DPulse 水平 2:送丝速度 |
0.50 ...25 m/min,步长 0.05 或 0.1 |
第二个双脉冲水平的送丝速度。调整 DPulse 水平 1 送丝速度设置后,DPulse 水平 2 送丝速度会自动改变。
当送丝速度小于 5 m/min 时,调节步长为 0.05;当送丝速度为 5 m/min 或更快时,调节步长为 0.1。 |
| DPulse 水平 2:微调 |
-10 ...+10,步长 1 |
焊接电压微调。 |
| DPulse 水平 2:动态特性 |
-10.0 ...+10.0,步长 0.2
默认 = 0 |
控制电弧的短路特性。值越小,电弧越软,值越大,电弧越硬。 |
MAX Speed 参数
此处列出的参数是 MAX Speed 工艺特定的。
| MAX Speed 频率 |
100 ...800 Hz,Auto,步长 10
|
MAX Speed 频率设置。 |
MAX Position 参数
此处列出的参数是 MAX Position 工艺特定的。
| MAX Position 频率 |
-0.5 ...+0.5 Hz,步长 0.1
默认 = 0 |
MAX Position 频率微调。 |
| 脉冲电流 % |
-10 … 15 %,步长 1
默认 = 0 |
MAX Position 脉冲电流调节。 |
| 板厚 |
3.0 ...12.0 mm |
MAX Position 板厚设置。 |
氩弧焊参数
此处列出的参数可用于调节氩弧焊工艺。
| 焊枪开关逻辑 |
2T,4T |
焊枪可以具有几种可选的焊枪开关操作模式(焊枪开关逻辑)。最常见的为 2T 和 4T。在 2T 模式下,您在焊接的同时按下焊枪开关。在 4T 模式下,您可以按下并松开开关以启动或停止焊接。 |
| 滞后停气 |
0.0 ...30.0 s,步长 0.1
0.0 = 关闭 |
在电弧熄灭后继续提供保护气流的焊接功能。这确保了在电弧熄灭后热焊接不会与空气接触,从而保护焊缝和焊条。用于所有金属。特别是不锈钢和钛需要更长的滞后停气时间。 |
| 电流 |
10 ...器尺寸 A,步长 1
默认 = 50 A |
焊接电流调节。 |
| 最小电流限制 |
最小/最大 = 10 ... 机器尺寸 A,步长 1
默认 = 10 A |
电流调节下限和上限。 |
| 最大电流限制 |
最小/最大 = 10 ... 机器尺寸 A,步长 1
默认 = 10 A |
MMA 焊接参数
此处列出的参数可用于调节 MMA 工艺。
| 动态特性 |
-10.0 ...+10.0,步长 0.2
默认 = 0 |
控制电弧的短路特性。值越小,电弧越软,值越大,电弧越硬。 |
| 热起弧级别 |
-30 ...+30
默认 = 0 |
在焊接开始时使用更大或更小焊接电流的焊接功能。在热起弧之后,电流变为正常焊接电流水平。这有助于开始焊接,特别是使用铝材料时。在 MMA 中,热起弧级别由用户预设。 |
| 电流 |
10 ...器尺寸 A,步长 1
默认 = 50 A |
焊接电流调节。 |
| 最小电流限制 |
最小/最大 = 10 ... 机器尺寸 A,步长 1
默认 = 10 A |
电流调节下限和上限。 |
| 最大电流限制 |
最小/最大 = 10 ... 机器尺寸 A,步长 1
默认 = 10 A |
| 断弧 |
关闭,30...60 V,步长 1
默认 = 关 |
相对于 MMA 焊接中的电弧长度确定电弧熄灭的点。 |
气刨参数
此处列出的参数可用于调节气刨工艺。
| 电流 |
10 ...器尺寸 A,步长 1
默认 = 50 A |
电流调节。 |
| 最小电流限制 |
最小/最大 = 10 ... 机器尺寸 A,步长 1
默认 = 10 A |
电流调节下限和上限。 |
| 最大电流限制 |
最小/最大 = 10 ... 机器尺寸 A,步长 1
默认 = 10 A |
| 热起弧级别 |
-30 ...+30
默认 = 0 |
焊接工艺开始时使用较高或较低电流的焊接功能。 |
有关附加焊接特性和功能的更多信息,请参阅功能和特性附加指南。