Funktioner för hot start och kraterfyllnad
Med X5 Manual trådmatarverk kan du använda funktionen kraterfyllnad och justera dess parametrar genom att trycka på menyknappen Settings i funktionspanelen (Använda X5 Manual funktionspanel).
Med X5 AP/APC trådmatarverk kan du använda funktionerna Hot start och Kraterfyllnad och justera deras parametrar i vyn Svetsparametrar (AP/APC funktionspanel: Svetsparametrar).
För allmänna funktioner för avtryckarlogik, se Funktioner för avtryckarlogik.
Hot start
När du använder funktionen Hot Start, startar svetsningen med parametervärden som skiljer sig från de värden som används för resten av svetsjobbet. Använd funktionen t.ex. när du svetsar tjocka material där extra ström (värme) vid starten bidrar till att säkerställa hög kvalitet på svetsen.
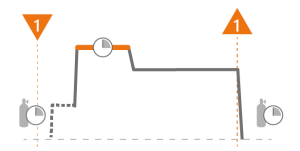
När 2T-avtryckarlogiken är i bruk, varar Hot Start:en under den fördefinierade tidsperioden.
Hot start med 2T:
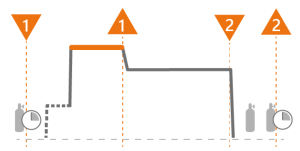
När 4T-avtryckarlogiken används startar Hot start när avtryckaren trycks in och svetsningen påbörjas, och pågår tills avtryckaren släpps.
Hot start med 4T:
Ytterligare anteckningar:
| • | Justeringen av Hot start Slope-tid ställer in övergångstiden från Hot start-fasen till den normala nivån på svetsströmmen. |
| • | Nivån och tiden för Hot start kan endast ställs in i 2T avtryckarlogik. |
| • | Hot start fininställning (spänning) är justerbar med processerna 1-MIG, Puls MIG, DPulse, WiseThin+ och MAX Speed. |
Kraterfyllnad
När du svetsar med hög svetsström bildas vanligen en krater vid slutet av svetsen. Kraterfyllnadsfunktionen minskar svetseffekten/trådmatningshastigheten gradvis i slutet av svetsningen så att kratern kan fyllas med en lägre effektnivå.
När 2T-avtryckarlogiken används startar sekvensen för kraterfyllnad när avtryckaren släpps. Kraterfyllnad varar under den fördefinierade tidsperioden.
Kraterfyllnad med automatiska/synergiska MIG-processer och 2T:
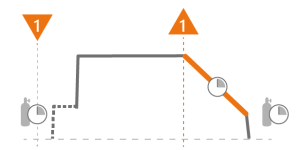
Kraterfyllnad med manuell MIG-process och 2T:
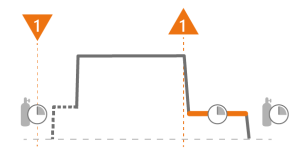
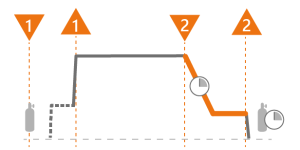
När 4T-avtryckarlogiken används startar kraterfyllnaden genom att avtryckaren trycks in under svetsningen. Systemet stannar vid kraterfyllnadens slutnivå tills du släpper ut avtryckaren. Om du släpper avtryckaren avslutas kraterfyllnaden omedelbart.
Kraterfyllnad med 4T:
Ytterligare anteckningar:
| • | Fininställning av kraterfyllnad (spänning) är justerbar med processerna 1-MIG, Puls, DPulse, WiseThin+ och MaxSpeed. |
| • | I manuella MIG-processer kan kraterfyllnadstid, trådmatningshastighet och spänning justeras, men inställningarna för kraterfyllnadsnivå är inte tillgängliga. |
| • | I automatiska/synergiska MIG-processer kan inställningarna för kraterfyllnads fininställning, tid och nivå justeras, men inställningarna för kraterfyllnad, trådmatningshastighet och spänning är inte tillgängliga. |
Kraterfyllnad med timer
Kraterfyllnadens timeralternativ är endast tillgängligt med 4T-avtryckarlogik och i automatiska/synergiska MIG-processer. Det gör det möjligt att ställa in en fast varaktighet för kraterfyllnadens slutnivå. När funktionen kraterfyllnad med timer har valts och tiden för kraterfyllnadens slutnivå har ställts in, kommer kraterfyllningssekvensen att stoppas efter den förinställda tiden även om avtryckaren hålls intryckt.
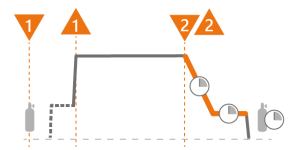
I timerläget påverkar parametern kraterfyllnad slutnivå tid slutnivåns varaktighet och parametern kraterfyllnad tid lutningstiden (varaktigheten för övergången från svetsnivån eller Craterfyllnad startnivå till slutnivån).
Om avtryckaren släpps och sedan trycks in igen under kraterfyllningen stoppas kraterfyllningen.
Ytterligare anteckningar:
| • | I automatiska/synergiska MIG-processer kan inställningarna för kraterfyllnads fininställning, tid och nivå justeras, men inställningarna för kraterfyllnad, trådmatningshastighet och spänning är inte tillgängliga. |
| • | Fininställning av kraterfyllnad (spänning) är justerbar med processerna 1-MIG, Puls, DPulse, WiseThin+ och MaxSpeed. |
Symboler:

|
Funktion |

|
Tryck på avtryckaren (nedåt) |

|
Krypstart |

|
Avtryckare för frigöring (upp) |

|
Inställd varaktighet |

|
Gasförströmning / gasefterströmning |