Installation och byte av tråd/rörelektrod (X5 WF 200)
Detta avsnitt beskriver hur man installerar tråd och bobin i X5 Wire Feeder 200.

|
Anslut svetspistolen till trådmatarverket innan du installerar trådbobinen. |
|
|
När du byter trådbobin, ta bort kvarvarande tråd ur svetspistolen och trådmatningsmekanismen innan du tar bort trådbobinen. |

|
Se alltid till att matarhjulen passar för den aktuella tråd/rörelektroden (diameter och material). Se även Installation och byte av matahjul. |
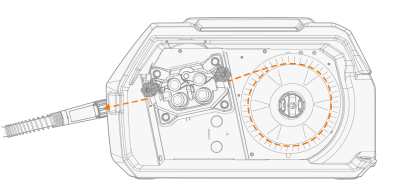
Så här tar du bort trådbobinen:
| 1. | Öppna trådmatarverkets sidolucka. |
| 2. | Lossa navets lås och skjut trådbobinens låsklämmor mot mitten. |
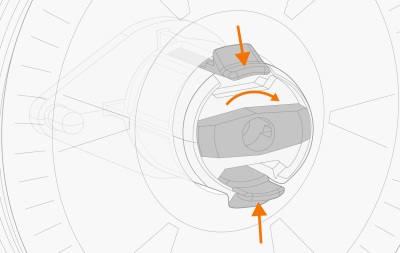
| 3. | Lyft ur trådbobinen ur trådmatarverket. |
Så här installerar du en ny trådbobin:
| 1. | Öppna trådmatarverkets sidolucka. |
| 2. | Om inte redan utfört, släpp navets lås så att låsklämmorna kan röra sig mot mitten. |
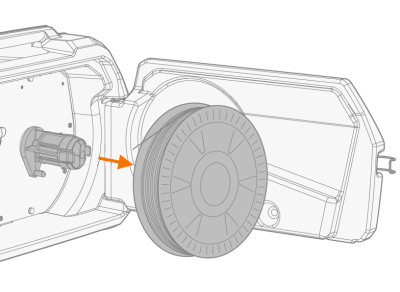
| 3. | Sätt in trådbobinen på navet i trådmatarverket. |
|
|
Kontrollera att bobinen är riktad åt rätt håll och att tråd/rörelektroden löper från bobinens ovankant till matarhjulen. |
|
|
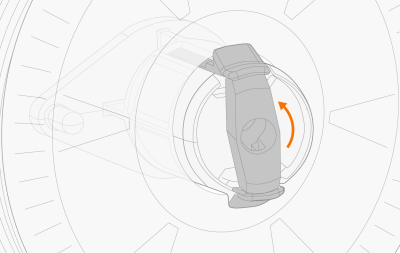
Se till att navets låsklämmor låses fast när trådbobinen är på plats. |
| 4. | Sätt trådbobinen på plats genom att vrida låskvredet till stängt läge. |
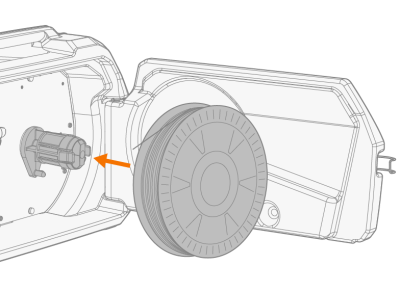
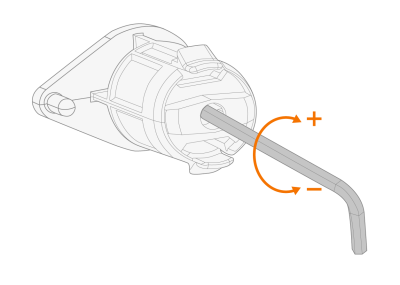
Justera vid behov bobinbromsen genom att vrida skruven (med insexnyckel) i mitten av navlåsmekanismen.
Så här installerar du tråd/rörelektroden:
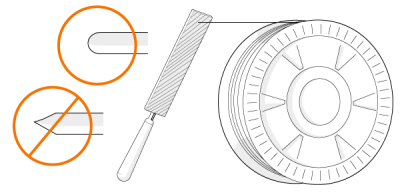
| 1. | Frigör änden på tråden från bobinen och kapa av eventuell deformerad bit så att änden blir rak. |
|
|
Kontrollera att tråden inte åker av bobinen när du släpper den. |
| 2. | Fila av änden på tråden så att den blir jämn. |
|
|
Vassa kanter på trådänden kan skada trådledaren. |
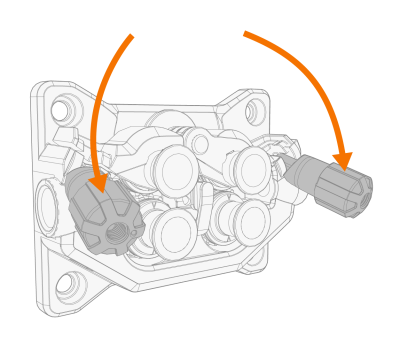
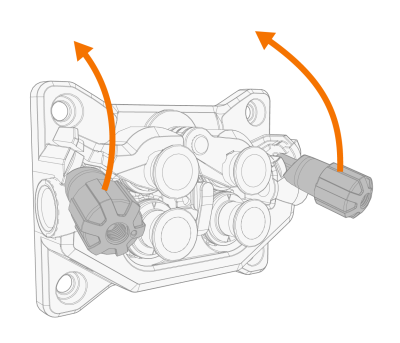
| 3. | Frigör tryckarmarna så att du kan flytta isär matarhjulen. |
| 4. | För in tråd/rörelektroden genom inloppsröret (A) och det mellersta styrröret (b) och in i utloppsröret (c), som matar tråden till svetspistolen. |
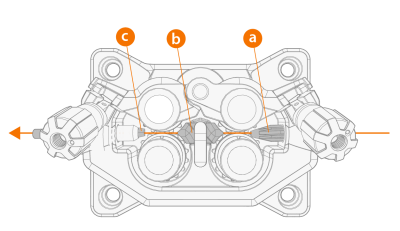
| 5. | Tryck in tråd/rörelektroden för hand i pistolen så att tråden når trådledaren (cirka 20 cm). |
| 6. | Stäng tryckarmarna så att tråd/rörelektroden låses fast mellan matarhjulen. Kontrollera att tråd/rörelektroden passar in i matarhjulens spår. |
| 7. | Justera matarhjulstrycket med hjälp av tryckjusteringsvredet. Trycket är detsamma för båda matarhjulsparen. |
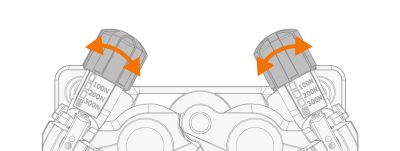
Den graderade skalan på tryckarmen indikerar det tryck som applicerats på matarhjulen. Justera matarhjulens tryck enligt tabellen nedan.
| Tillsatsmaterial | Matarhjulsprofil | Diameter på tråd/rörelektrod (mm) | Inställning (x100N) |
|---|---|---|---|
| Fe/Ss, homogen | V-spår |
0.8−1.0 | 1.5−2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| Metall- och fluxpulverfylld rörelektrod | V-spår, räfflat |
≥ 1.2 | 1.0−2.0 |
| Självskyddande (utan gas) | V-spår, räfflat |
≥ 1.6 | 2.0−3.0 |
| Aluminium | U-spår |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 | ||
| 1.4 | 1.5−2.0 | ||
| ≥ 1.6 | 2.0−2.5 |
|
|
För stort tryck plattar till tillsatstråden och kan skada rörelektroder. För stort tryck orsakar också onödigt slitage på matarhjulen och ökar belastningen på växellådan. |
| 8. | Tryck på trådens inmatningsknapp för att mata in tråd/rörelektroden i svetspistolen. Stanna när tråden når svetspistolens kontaktmunstycke. |
>> I X5 Wire Feeder 200 finns trådens inmatningsknapp placerad på funktionspanelen.


|
Se upp för tråden när den når kontaktmunstycket och lämnar pistolen. |
| 9. | Se till innan du svetsar att svetsparametrarna och inställningarna på funktionspanelen överensstämmer med din svetsapplikation. |
>> Se vidare Använda X5 Manual funktionspanel och X5 AP/APC funktionspanel för mer information.