Панель управления AP/APC: Параметры сварки
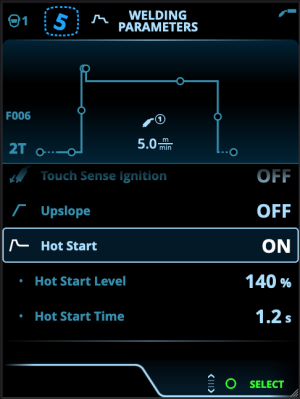
Экран параметров сварки содержит начальную и конечную кривую для визуализации и регулировки самых основных параметров для сварного шва. В нижней части экрана находится списки доступных регулировок для выбранного сварочного процесса. Выбор сварочных процессов основан на активном канале памяти и его настройках.

|
Многие из параметров сварки специфичны для сварочного процесса и соответствующим образом отображаются и доступны для регулировки. |
Регулировка параметров сварки
| 1. | Поверните правый регулятор, чтобы выделить интересующий параметр сварки. |
| 2. | Поверните правый регулятор, чтобы выбрать параметр сварки для регулировки. |
| 3. | Поверните правый регулятор, чтобы отрегулировать значение параметра сварки. |
>> В зависимости от регулируемого параметра см. также таблицу Параметры сварки с дополнительной информацией ниже.
| 4. | Подтвердите новое значение или выбор и закройте экран регулировки путем нажатия кнопки правого регулятора. |
Сохранение параметров сварки для последующего использования
Для измененных параметров сварки автоматически создается рабочий канал. Для сохранения установленных параметров сварки в канал памяти выполните одно из следующего:
| • | Быстрое сохранение в активный канал: Удерживайте кнопку быстрого вызова Каналы в течение примерно 2 секунд. |
>> Это приведет к сохранению настроек параметров в текущий активный канал и перезаписи предыдущих настроек параметров.
| • | Сохранение через экран каналов: Перейдите к экрану каналов и сохраните настройки параметров в новый канал. |
>> Более подробная информация приведена в разделе Панель управления AP/APC: Каналы.
Описание параметров сварки и функций
![]() Параметры сварки для MIG и 1-MIG
Параметры сварки для MIG и 1-MIG
Приведенные ниже параметры доступны для регулировки для процессов MIG и 1-MIG.
Приведенные ниже параметры доступны для регулировки процесса 1-MIG.
Перечисленные здесь параметры доступны для настройки в дополнение к параметрам сварки MIG и 1-MIG, если присоединен импульсный источник питания X5. DPulse = процесс с двойными импульсами.
Перечисленные здесь параметры относятся только к процессу MAX Speed.
Перечисленные здесь параметры относятся только к процессу MAX Position.
Приведенные ниже параметры доступны для регулировки процесса TIG.
Приведенные ниже параметры доступны для регулировки процесса MMA.
Приведенные ниже параметры доступны для регулировки процесса строжки.
Подробнее о дополнительных функциях сварки см. в разделе Дополнительное руководство по функциям.