Instalação e troca de arame (X5 WF HD300)
Esta seção descreve como instalar o arame e o carretel no X5 Wire Feeder HD300.

|
Instale a pistola de soldagem no alimentador de arame antes de instalar a bobina de arame. |
|
|
Ao trocar a bobina de arame, remova o arame de enchimento restante da pistola de solda e do mecanismo de alimentação de arame antes de remover a bobina. |
Para remover a bobina de arame:
|
1.
|
Abra a porta do gabinete de avanço do arame. |
|
2.
|
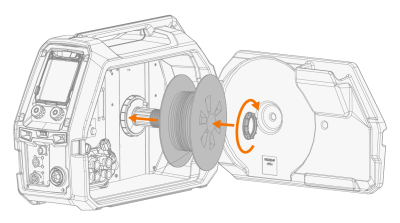
Afrouxe e remova o prendedor da bobina e remova a bobina de arame. |
Para instalar uma nova bobina de arame:
|
1.
|
Abra a porta do gabinete de avanço do arame. |
|
2.
|
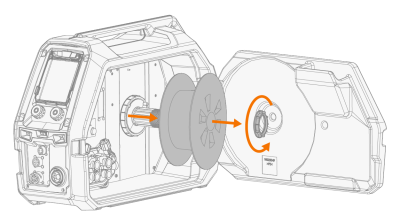
Insira a bobina de arame no cubo da bobina. Prenda a bobina de arame no lugar inserindo e apertando o prendedor da bobina. |

|
Verifique se a bobina de arame está na direção correta, o arame de enchimento que vai da parte inferior da bobina aos roletes de avanço. |
|
3.
|
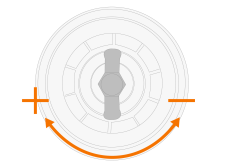
Se necessário, ajuste o freio da bobina girando o botão de aperto da bobina do carretel no centro do cubo da bobina. |
Para instalar o arame de enchimento:
|
1.
|
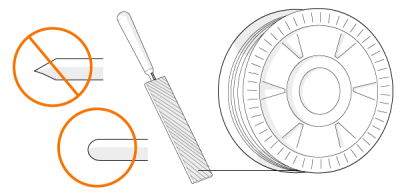
Solte a ponta do arame da bobina do carretel e corte qualquer seção que esteja deformada, para que a extremidade esteja reta. |
|
|
Verifique se o arame de enchimento não escapa do carretel ao ser liberado. |
|
2.
|
Prepare a ponta do arame de enchimento deixando-a lisa. |

|
Bordas afiadas na ponta do arame de enchimento podem danificar o conduíte. |
|
3.
|
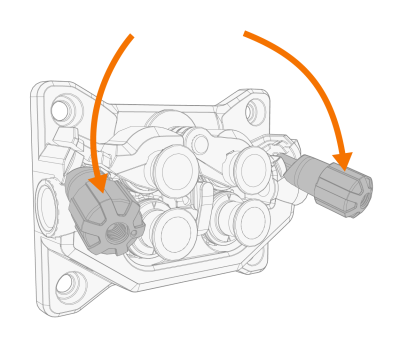
Solte os braços de pressão para colocar as roldanas de alimentação à parte. |
|
4.
|
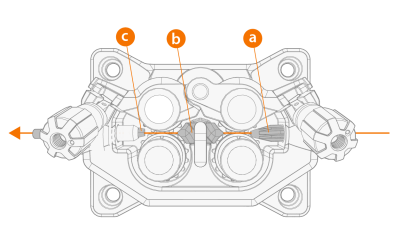
Guie o arame de enchimento pelo tubo de entrada (a) e pelo tubo-guia de arame (b) e para o tubo de saída (c), que alimenta o arame de enchimento à pistola de soldagem. |
|
5.
|
Empurre o arame de enchimento com as mãos para dentro da pistola para que o arame alcance o conduíte do arame (cerca de 20 cm). |
|
6.
|
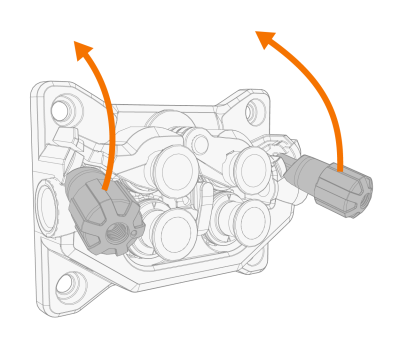
Feche os braços de pressão para que o arame de enchimento seja travado entre as roldanas de alimentação. Certifique-se de que o arame esteja assentado nos sulcos das roldanas de alimentação. |
|
7.
|
Ajuste a pressão das roldanas de alimentação com as rodas de ajuste. A pressão é a mesmo para ambos os pares de roldanas de alimentação. |
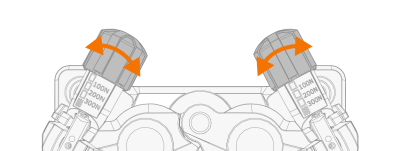
A escala graduada na alavanca de pressão indica a pressão aplicada às roldanas de alimentação. Ajuste a pressão das roldanas de alimentação de acordo com a tabela abaixo.
| Fe/Ss sólido |
Ranhura em V

|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| Metal e fluxado (MC/FC) |
Ranhura em V, serrilhada
 |
≥ 1.2 |
1.0−2.0 |
| Autoprotegido (sem gás) |
Ranhura em V, serrilhada
|
≥ 1.6 |
2.0−3.0 |
| Alumínio |
Chanfro em U
 |
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
| 1.4 |
1.5−2.0 |
| ≥ 1.6 |
2.0−2.5 |
|
|
Pressão excessiva provoca achatamento do arame de enchimento e pode danificar arames revestidos ou tubulares. Isso também causa desgaste desnecessário às roldanas de alimentação e aumenta a carga na caixa de redução. |
|
8.
|
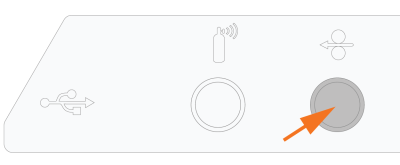
Pressione o botão de avanço do arame para inserir o arame de enchimento na pistola de soldagem. Pare quando o arame alcançar o bico de contato da pistola de soldagem. |

|
Cuidado com o arame quando ele alcançar o bico de contato e sair da pistola. |
|
9.
|
Antes de soldar, verifique se os parâmetros e configurações de soldagem no painel de controle estão em conformidade com sua configuração de soldagem. |
>> Consulte Como usar o painel de controle do X5 AP/APC para obter mais informações.