Panel sterowania do podajników AP/APC: Parametry spawania
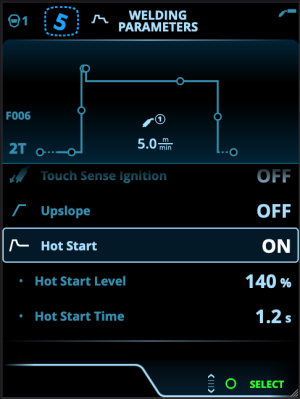
Widok Parametry spawania zawiera krzywą parametrów podczas rozpoczynania i kończenia spawania, która ułatwia wizualizowanie i regulowanie najważniejszych parametrów spawania. W dolnej części widoku znajdują się parametry procesu, które można regulować. Dostępne procesy spawalnicze zależą od aktywnego kanału pamięci i jego ustawień.

|
Wiele parametrów jest powiązanych z konkretnymi procesami spawalniczymi, dlatego też nie zawsze są wyświetlane. |
Regulacja parametrów spawania
|
1.
|
Obróć prawe pokrętło regulacji, aby zaznaczyć wybrany parametr. |
|
2.
|
Naciśnij prawe pokrętło regulacji, aby wybrać parametr do regulacji. |
|
3.
|
Obróć prawe pokrętło regulacji, aby wybrać wartość parametru. |
>> Więcej informacji o poszczególnych parametrach znajdziesz w tabeli poniżej.
|
4.
|
Potwierdź nową wartość i zamknij widok zmiany parametru poprzez naciśnięcie prawego pokrętła regulacji. |
Zapisywanie parametrów spawania do ponownego użycia
Gdy zmieniasz parametry spawania, urządzenie automatycznie tworzy roboczy kanał pamięci. Zapisywanie parametrów spawania w kanale pamięci:
|
•
|
Szybki zapis w aktywnym kanale: przytrzymaj przycisk Kanały pamięci naciśnięty przez ok. 2 sekundy. |
>> To spowoduje zapisanie parametrów w aktywnym kanale pamięci i nadpisanie jego dotychczasowych ustawień.
|
•
|
Zapis w widoku Kanały: otwórz widok Kanały i zapisz ustawienia parametrów w nowym kanale. |
>> Więcej informacji: Panel sterowania do podajników AP/APC: Kanały.
Parametry spawania i opisy funkcji
 Parametry spawania MIG i 1-MIG
Parametry spawania MIG i 1-MIG
Wymienione parametry są dostępne do regulacji podczas spawania MIG i 1-MIG.
Proces
|
MIG, 1-MIG, impulsowe, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position |
Wybór metody spawania techniką MIG zależy od aktywnego programu spawania oraz od rodzaju używanego sprzętu.
Więcej informacji na temat dodatkowych procesów, patrz Dodatkowe wskazówki dotyczące funkcji i ustawień. |
| Tryb wyłącznika |
2T, 4T |
Uchwyty spawalnicze oferują kilka trybów pracy wyłącznika. Najczęściej spotyka się tryby 2T i 4T. W trybie 2T podczas spawania trzymasz wyłącznik naciśnięty. W trybie 4T, żeby rozpocząć spawanie, naciskasz wyłącznik i go zwalniasz. Więcej informacji: Tryby działania wyłącznika uchwytu. |
| Czas cyklu |
WŁ./WYŁ.
Domyślnie = WYŁ. |
Programator cyklu to funkcja spawania, która powoduje automatyczne wykonywanie spoiny lub spoin przez ustawiony wcześniej czas.
Więcej informacji: Czas cyklu. |
| - Czas jarzenia łuku w cyklu |
0.0 ... 60,0 s
Domyślnie = 2.0 s |
| - Przerwa w cyklu |
WŁ./WYŁ.
Domyślnie = WYŁ. |
| - Czas przerwy w cyklu |
0.1 ... 3,0 s / co 0,1 s
Domyślnie = 0,1 s |
| Przed gaz |
0.0 ... 9,9 s, Auto, co 0,1
0,0 = WYŁ. |
Funkcja spawalnicza, która uruchamia przepływ gazu przed zajarzeniem łuku. To gwarantuje, że metal nie wchodzi w reakcję z powietrzem na początku spawania. Wartość czasową programuje użytkownik. Służy do pracy ze wszystkimi metalami, szczególnie ze stalą nierdzewną, aluminium i tytanem.
|
| Powolny start |
10...90%, Auto, co 1 |
Funkcja powolnego startu modyfikuje prędkość podawania drutu przed zajarzeniem łuku spawalniczego, tzn. zanim drut elektrodowy zetknie się z elementem spawanym. Po zajarzeniu łuku funkcja automatycznie przywraca standardową, ustawioną przez użytkownika prędkość podawania drutu. Funkcja powolnego startu jest zawsze włączona. |
| Touch Sense Ignition |
AUTO/WŁ./WYŁ. |
Touch Sense Ignition (TSI) gwarantuje minimum odprysków oraz zapewnia stabilizację łuku natychmiast po zajarzeniu. |
| Prędkość podawania drutu |
0.50 ... 25 m/min, co 0,05 lub 0,1
Domyślnie = 5,00 m/min |
Regulacja prędkości podawania drutu. Gdy prędkość podawania drutu wynosi poniżej 5 m/min, regulacja odbywa się co 0,05, a powyżej 5 m/min – co 0,1. |
| Min. prędkość podawania drutu |
Min./maks. = 0,5–25 m/min, co 0,1
Domyślnie = 0,5 m/min |
Minimalna i maksymalna prędkość podawania drutu. |
| Maks. prędkość podawania drutu |
Min./maks. = 0,5–25 m/min, co 0,1
Domyślnie = 25 m/min |
| Napięcie |
Min/Max = Zgodnie ze specyfikacją sprzętu spawalniczego, skok 0,1 |
Regulacja napięcia spawania oraz limity minimalny i maksymalny regulacji napięcia spawania.
Te parametry można regulować tylko w trybie MIG. W trybie 1-MIG napięcie jest definiowane przez program spawania. |
| Dynamika |
-10.0 ... +10,0, co 0,2
Domyślnie = 0 |
Kontroluje zachowanie łuku podczas zwarcia. Niższe wartości odpowiadają łukowi bardziej miękkiemu. Wyższe wartości odpowiadają łukowi twardszemu.
(Niedostępne dla procesów WiseRoot+, MAX Cool i MAX Speed). |
| Wypełnianie krateru |
WŁ./WYŁ. |
Podczas spawania z wysoką mocą na końcu spoiny zwykle powstaje krater. Funkcja wypełniania krateru zmniejsza moc spawania / prędkość podawania drutu pod koniec pracy, aby wypełnić krater przy niższym poziomie mocy. W przypadku ręcznego procesu MIG, czas wypełniania krateru, prędkość podawania drutu i napięcie są ustawiane przez użytkownika.
Gdy prędkość podawania drutu wynosi poniżej 5 m/min, regulacja odbywa się co 0,05, a powyżej 5 m/min – co 0,1.
Więcej informacji: Funkcje gorącego startu i wypełniania krateru.
W przypadku innych procesów należy zapoznać się z poniższymi tabelami parametrów. |
| - Czas wypełniania |
0.0 ... 10,0 s, Auto, co 0,1
Domyślnie = 1,0 s |
| - Prędkość podawania drutu wypełniania krateru |
0.5 ... 25,0 m/min, Auto, co 0,05 lub 0,1
Domyślnie = 5 m/min |
| - Napięcie wypełniania krateru |
400 A: 8 ... 45 V, Auto
500 A: 8 ... 50 V, Auto
Co 0,1 V
Domyślnie = 18 V |
| Prąd końcowy |
-30 ... +30 |
Ustawienie prądu końcowego wpływa na długość drutu podczas kończenia spawania i pozwala, na przykład, zapobiec zatrzymaniu się drutu zbyt blisko jeziorka spawalniczego. To pozwala także uzyskać optymalną długość drutu do następnej spoiny. |
| Koniec podawania drutu (koniec WF) |
WYŁ./WŁ.
Domyślnie = WYŁ. |
Funkcja ta zapobiega przywieraniu drutu elektrodowego do końcówki prądowej na koniec spawania. |
| Po gaz |
0.0 ... 9,9 s, Auto, co 0,1
0,0 = WYŁ. |
Funkcja spawalnicza, która po wygaszeniu łuku pozostawia włączony przepływ gazu. Dzięki temu po wygaszeniu łuku rozgrzana spoina nie wchodzi w reakcję z powietrzem, co chroni ją i elektrodę. Wykorzystywana podczas pracy ze wszystkimi metalami. Dłuższego czasu po gazu wymagają w szczególności stal nierdzewna i tytan.
|
Parametry spawania 1-MIG
Wymienione parametry są dostępne do regulacji podczas spawania 1-MIG.
| Tryb wyłącznika |
2T, 4T, Powerlog (2 poziomy lub 3 poziomy) |
Uchwyty spawalnicze oferują kilka trybów pracy wyłącznika. Najczęściej spotyka się tryby 2T i 4T. W trybie 2T podczas spawania trzymasz wyłącznik naciśnięty. W trybie 4T, żeby rozpocząć spawanie, naciskasz wyłącznik i go zwalniasz.
Należy pamiętać, że włączenie trybu Powerlog spowoduje otwarcie jego ustawień w widoku Parametry spawania.
Więcej informacji: Tryby działania wyłącznika uchwytu. |
| Narastanie |
WŁ./WYŁ. |
Narastanie to funkcja spawalnicza określająca czas stopniowego wzrostu prądu spawania do docelowego poziomu na początku spawania. Poziom początkowy i czas narastania reguluje użytkownik. |
| - Poz. pocz. narastania |
10 ... 100%, Auto, co 1
Domyślnie = 50 |
| - Czas narastania |
0.1 ... 5 s, Auto, co 0,1
Domyślnie = 0.10 |
| Gorący start |
WŁ./WYŁ. |
Funkcja wykorzystująca wyższą lub niższą wartość prądu spawania i prędkości podawania drutu na początku spoiny. Po okresie gorącego startu prąd powraca do standardowego ustawionego poziomu. Ułatwia rozpoczęcie spawania, szczególnie w przypadku aluminium.
Regulacja czasu zbocza gorącego startu ustawia czas przejścia z fazy gorącego startu do normalnego poziomu prądu spawania.
Poziom i czas gorącego startu są regulowane tylko w trybie wyłącznika 2T.
Dostrajanie procesu gorącego startu (napięcia) jest regulowane w procesach 1-MIG, Pulse, DPulse, WiseThin+ i MAX Speed.
Więcej informacji: Funkcje gorącego startu i wypełniania krateru.
|
| - Poziom gorącego startu |
-50 ... +200%, Auto, co 1
Domyślnie = 40 |
| - Dostrajanie procesu gorącego startu |
-10,0 ... +10,0, co 0,1
Domyślnie = 0,0 |
| - Czas gorącego startu |
0,1 ... 9,9 s, Auto, co 0,1
Domyślnie = 1,2 s |
| - Czas zbocza gorącego startu |
0,0 ... 10,0 s, co 0,1 s
Domyślnie = 0,0 s |
| Funkcja Wise |
Brak, WiseFusion, WisePenetration, WiseSteel |
Po wybraniu tej opcji wyświetla się lista dostępnych funkcji Wise. Więcej informacji na temat tych funkcji, patrz Dodatkowe wskazówki dotyczące funkcji i ustawień.
.(Niedostępne dla procesów WiseRoot+, WiseThin+, MAX Cool, MAX Speed i MAX Position). |
| Korekcja napięcia |
Przykład: -10,0 ... +10,0 V *
Co 0,1 V
|
Precyzyjne dostrajanie prądu spawania.
*Zakres precyzyjnego dostrajania napięcia jest określony w programie spawania. |
| Wypełnianie krateru |
WYŁ/WŁ/CZAS |
Podczas spawania z wysoką mocą na końcu spoiny zwykle powstaje krater. Funkcja wypełniania krateru zmniejsza moc spawania / prędkość podawania drutu pod koniec pracy, aby wypełnić krater przy niższym poziomie mocy.
Opcja czasu wypełniania krateru jest dostępna tylko w trybie wyłącznika 4T. Umożliwia ustawienie stałego czasu trwania poziomu końcowego.
Dostrajanie procesu wypełniania krateru (napięcie) jest regulowane w procesach 1-MIG, Pulse, DPulse, WiseThin+ i MaxSpeed.
Więcej informacji: Funkcje gorącego startu i wypełniania krateru. |
| - Poz. pocz. wypełniania |
10 ... 150%, Auto, co 1
Domyślnie = 100 |
| - Czas wypełniania |
0,1 ... 10,0 s, Auto, co 0,1
Domyślnie = 1,0 s |
| - Poz. końc. wyp. krat. |
10 ... 150%, Auto, co 1
Domyślnie = 30 |
| - Czas poz. końc. wypełniania krateru |
WYŁ. ... 10,0 s, co 0,1
Domyślnie = WYŁ. |
| - Dostrajanie procesu wypełniania krateru |
-10,0 ... +10,0, co 0,1
Domyślnie = 0,0 |
Prąd
|
10 ... do maks. prądu maszyny, co 1
Domyślnie = 50 A |
Regulacja prądu spawania tylko za pomocą funkcji WisePenetration+. |
Parametry spawania impulsowego/z podwójną pulsacją
Wymienione tutaj parametry można regulować w dodatku do parametrów spawania technikami MIG i 1-MIG, gdy jest podłączone źródło prądu X5 dla spawania pulsem. DPulse = proces spawania z podwójną pulsacją.
| % prądu impulsu |
-10 ... +15%, co 1 |
Dostrajanie prądu pulsacyjnego względem prądu w procesach spawania impulsowego i z podwójną pulsacją. |
| Stosunek DPulse |
10 ... 90%, co 1 |
Dostosowuje procent czasu podwójnego impulsu, tzn. jak długo podwójny impuls utrzymuje się na poziomie pierwszego impulsu. Drugi poziom impulsu jest ustalany w odniesieniu do nastawy pierwszego poziomu. |
| Częstotliwość DPulse |
0.4 ... 8,0 Hz, Auto, co 0,1 |
Reguluje częstotliwość podwójnego impulsu. Określa, ile czasu upływa od rozpoczęcia 1. poziomu do zakończenia 2. poziomu. |
| Poziom 1 DPulse: Prędkość podawania drutu |
0.50 ... 25 m/min, co 0,05 lub 0,1 |
Prędkości podawania drutu na pierwszym poziomie podwójnego impulsu (oraz wartości minimalna / maksymalna prędkości podawania drutu).
Gdy prędkość podawania drutu wynosi poniżej 5 m/min, regulacja odbywa się co 0,05, a powyżej 5 m/min – co 0,1. |
| Poziom 1 DPulse: Korekcja napięcia |
-10 ... +10, co 1 |
Precyzyjne dostrajanie prądu spawania. |
| Poziom 1 DPulse: Dynamika |
-10.0 ... +10,0, co 0,2
Domyślnie = 0 |
Kontroluje zachowanie łuku podczas zwarcia. Niższe wartości odpowiadają łukowi bardziej miękkiemu. Wyższe wartości odpowiadają łukowi twardszemu. |
| Poziom 2 DPulse: Prędkość podawania drutu |
0.50 ... 25 m/min, co 0,05 lub 0,1 |
Prędkości podawania drutu na drugim poziomie podwójnego impulsu. Prędkość podawania drutu na drugim poziomie podwójnego impulsu zmienia się automatycznie podczas regulowania nastawy podawania prędkości drutu na pierwszym poziomie podwójnego impulsu.
Gdy prędkość podawania drutu wynosi poniżej 5 m/min, regulacja odbywa się co 0,05, a powyżej 5 m/min – co 0,1. |
| Poziom 2 DPulse: Korekcja napięcia |
-10 ... +10, co 1 |
Precyzyjne dostrajanie prądu spawania. |
| Poziom 2 DPulse: Dynamika |
-10.0 ... +10,0, co 0,2
Domyślnie = 0 |
Kontroluje zachowanie łuku podczas zwarcia. Niższe wartości odpowiadają łukowi bardziej miękkiemu. Wyższe wartości odpowiadają łukowi twardszemu. |
Parametry procesu MAX Speed
Wymienione tutaj parametry są specyficzne dla procesu MAX Speed.
| Częstotliwość MAX Speed |
100 ... 800 Hz, Auto, co 10
|
Nastawa częstotliwości w metodzie MAX Speed. |
Parametry procesu MAX Position
Wymienione tutaj parametry są specyficzne dla procesu MAX Position.
| Częstotliwość MAX Position |
-0.5 ... +0,5 Hz, co 0,1
Domyślnie = 0 |
Dostrajanie częstotliwości w procesie MAX Position. |
| % prądu impulsu |
-10–15%, co 1
Domyślnie = 0 |
Regulacja prądu pulsacyjnego w metodzie MAX Position. |
| Grubość materiału |
3.0 ... 12,0 mm |
Nastawa grubości materiału w metodzie MAX Position. |
Parametry spawania TIG
Wymienione parametry są dostępne do regulacji podczas spawania TIG.
| Tryb wyłącznika |
2T, 4T |
Uchwyty spawalnicze oferują kilka trybów pracy wyłącznika. Najczęściej spotyka się tryby 2T i 4T. W trybie 2T podczas spawania trzymasz wyłącznik naciśnięty. W trybie 4T, żeby rozpocząć spawanie, naciskasz wyłącznik i go zwalniasz. |
| Po gaz |
0.0 ... 30.0 s, co 0,1
0,0 = WYŁ. |
Funkcja spawalnicza, która po wygaszeniu łuku pozostawia włączony przepływ gazu. Dzięki temu po wygaszeniu łuku rozgrzana spoina nie wchodzi w reakcję z powietrzem, co chroni ją i elektrodę. Wykorzystywana podczas pracy ze wszystkimi metalami. Dłuższego czasu po gazu wymagają w szczególności stal nierdzewna i tytan. |
| Prąd |
10 ... do maks. prądu maszyny, co 1
Domyślnie = 50 A |
Regulacja prądu spawania. |
| Min. natężenie prądu |
Min./maks. = od 10 do maks. prądu maszyny, co 1
Domyślnie = 10 A |
Minimalna i maksymalna wartość regulacji prądu. |
| Maks. natężenie prądu |
Min./maks. = od 10 do maks. prądu maszyny, co 1
Domyślnie = 10 A |
Parametry spawania MMA
Wymienione parametry są dostępne do regulacji podczas spawania MMA.
| Dynamika |
-10.0 ... +10,0, co 0,2
Domyślnie = 0 |
Kontroluje zachowanie łuku podczas zwarcia. Niższe wartości odpowiadają łukowi bardziej miękkiemu. Wyższe wartości odpowiadają łukowi twardszemu. |
| Poziom gorącego startu |
-30 ... +30
Domyślnie = 0 |
Funkcja wykorzystująca wyższy lub niższy prąd spawania na początku spoiny. Po okresie gorącego startu prąd powraca do standardowego ustawionego poziomu. Ułatwia rozpoczęcie spawania, szczególnie w przypadku aluminium. W trybie MMA poziom gorącego startu programuje użytkownik. |
| Prąd |
10 ... do maks. prądu maszyny, co 1
Domyślnie = 50 A |
Regulacja prądu spawania. |
| Min. natężenie prądu |
Min./maks. = od 10 do maks. prądu maszyny, co 1
Domyślnie = 10 A |
Minimalna i maksymalna wartość regulacji prądu. |
| Maks. natężenie prądu |
Min./maks. = od 10 do maks. prądu maszyny, co 1
Domyślnie = 10 A |
| Przerwanie łuku |
WYŁ., 30...60 V, co 1
Domyślnie = WYŁ. |
Określa punkt wygaszenia łuku podczas spawania MMA w odniesieniu do długości łuku. |
Parametry żłobienia
Wymienione parametry są dostępne do regulacji podczas żłobienia.
| Prąd |
10 ... do maks. prądu maszyny, co 1
Domyślnie = 50 A |
regulacja prądu |
| Min. natężenie prądu |
Min./maks. = od 10 do maks. prądu maszyny, co 1
Domyślnie = 10 A |
Minimalna i maksymalna wartość regulacji prądu. |
| Maks. natężenie prądu |
Min./maks. = od 10 do maks. prądu maszyny, co 1
Domyślnie = 10 A |
| Poziom gorącego startu |
-30 ... +30
Domyślnie = 0 |
Funkcja spawania wykorzystująca wyższy lub niższy prąd na początku procesu spawania. |
Więcej informacji o dodatkowych funkcjach i opcjach spawania można znaleźć w punkcie Dodatkowe wskazówki dotyczące funkcji i ustawień.