Draad installeren en vervangen (X5 WF HD300)
In deze paragraaf wordt beschreven hoe u de draad en de haspel op de X5 Wire Feeder HD300 installeert.

|
Bevestig het laspistool aan de draadaanvoer voordat u de draadhaspel installeert. |
|
|
Wanneer u de draadhaspel wijzigt, moet u het resterende toevoegmateriaal van het laspistool en het draadaanvoermechanisme verwijderen, voordat u de draadhaspel verwijdert. |
Om de draadhaspel te verwijderen:
|
1.
|
Open de deur van de draadaanvoerunit |
|
2.
|
Maak de haspelbevestiging los en verwijder de draadhaspel. |
Om een nieuwe draadhaspel te installeren:
|
1.
|
Open de deur van de draadaanvoerunit |
|
2.
|
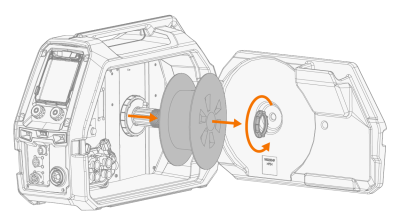
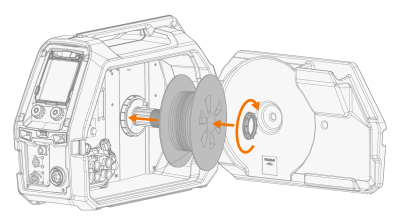
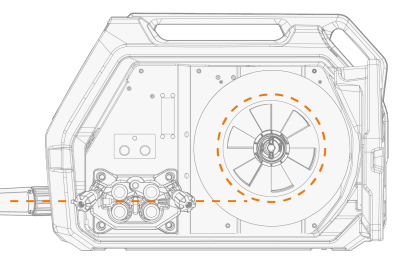
Plaats de draadhaspel op de haspelnaaf. Zet de draadhaspel op zijn plaats vast door de haspelbevestiging erin te steken en vast te draaien. |

|
Zorg ervoor dat de draadhaspel de juiste kant op gedraaid staat, zodat de lasdraad van de onderkant van de haspel naar de aanvoerrollen loopt. |
|
3.
|
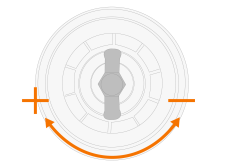
Stel indien nodig de haspelrem bij door aan de spanknop van de haspelrem in het midden van de haspelnaaf te draaien. |
Om het toevoegmateriaal te installeren:
|
1.
|
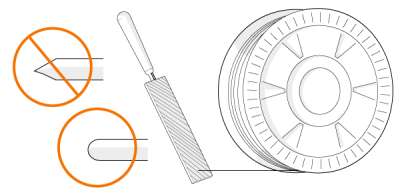
Trek het uiteinde van de lasdraad uit de haspel en knip de vervormde delen af, zodat het uiteinde recht is. |
|
|
Controleer of de lasdraad niet van de haspel loopt wanneer deze wordt losgelaten. |
|
2.
|
Vijl de punt van de lasdraad glad. |

|
Scherpe randen aan het uiteinde van het toevoegmateriaal kunnen de draadliner beschadigen. |
|
3.
|
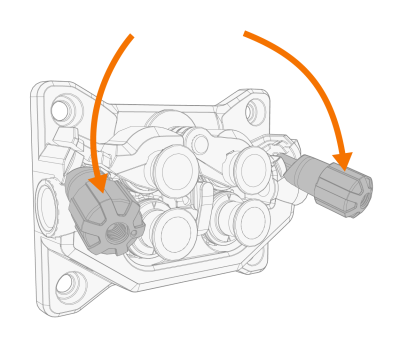
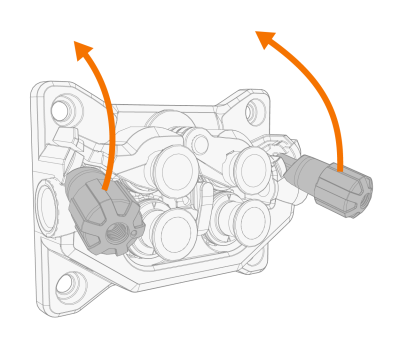
Zet de drukarmen los om de aanvoerrollen uit elkaar te bewegen. |
|
4.
|
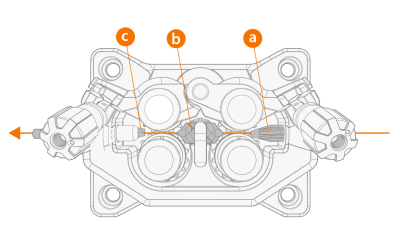
Leid het toevoegmateriaal door de ingangsbuis (a) en de middelste draaddoorvoerpijp (b) naar de uitgangsbuis (c), van waar het toevoegmateriaal naar het laspistool loopt. |
|
5.
|
Duw het toevoegmateriaal met de hand zo ver in het pistool dat de draad de draadliner bereikt (ongeveer 20 cm). |
|
6.
|
Sluit de drukarmen, zodat de lasdraad tussen de aanvoerrollen wordt vastgeklemd. Zorg ervoor dat het toevoegmateriaal in de groeven van de aanvoerrollen valt. |
|
7.
|
Stel de druk van de aanvoerrollen af met de drukhevel. De druk is voor beide paren aanvoerrollen gelijk. |
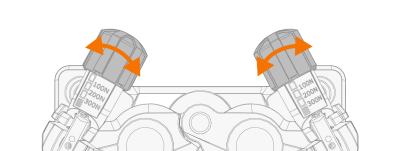
De schaalverdeling op het drukhandvat geven aan welke druk wordt uitgeoefend op de aanvoerrollen. Stel de druk van de aanvoerrollen af volgens de onderstaande tabel.
| Fe/Ss massief |
V-groef

|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| Metaalkern/fluxkern (MC/FC) |
Gekartelde V-groef
 |
≥ 1.2 |
1.0−2.0 |
| Zelfbeschermend (zonder gas) |
Gekartelde V-groef
|
≥ 1.6 |
2.0−3.0 |
| Aluminium |
U-groef
 |
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
| 1.4 |
1.5−2.0 |
| ≥ 1.6 |
2.0−2.5 |
|
|
Overmatige druk plet het toevoegmateriaal en kan gecoate draden of gevulde materialen beschadigen. Overmatige druk leidt ook tot onnodige slijtage van de aanvoerrollen en een zwaardere belasting van de tandwielen. |
|
8.
|
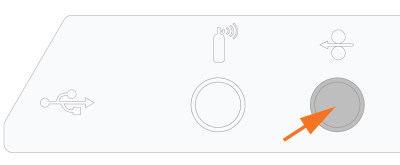
Druk op de knop voor draadin- en -doorvoer om de lasdraad in het laspistool in te voeren. Stop wanneer de draad de contacttip van het laspistool bereikt. |

|
Let op de draad, wanneer deze de contacttip bereikt en uit het pistool komt. |
|
9.
|
Zorg er vóór het lassen voor dat de lasparameters en -instellingen op het functiepaneel voldoen aan uw lasinstelling. |
>> Raadpleeg Het X5 AP/APC-functiepaneel gebruiken voor meer informatie.