Funktioner til hotstart og kraterfyldning
Med X5 Manual-trådboksene kan du bruge kraterfyldningsfunktionen og justere dens parametre ved at trykke på menuknappen Indstillinger i betjeningspanelet (Anvendelse af X5 manuelt betjeningspanel).
Med X5 AP/APC-trådboksene kan du bruge funktionerne Hot start og Crater fill og justere deres parametre i visningen Svejseparametre (AP/APC-betjeningspanel: Svejseparametre).
For kontaktlogikkens funktioner generelt henvises til Funktioner i brænderkontaktens logik.
Hotstart
Når du bruger Hotstart funktionen, starter svejsningen med parameterværdier, der er forskellig fra de værdier, der anvendes til resten af svejseopgaven. Denne funktionalitet kan for eksempel anvendes til svejsning af tykke materialer, hvor der anvendes en ekstra effekt (varme) i starten er med til at sikre den høje kvalitet i svejsningen.
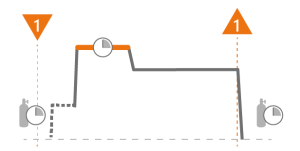
Når 2T brænderkontaktlogikken er i brug, vedbliver Hotstart i den forudbestemte tid.
Hotstart med 2T:
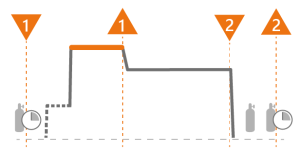
Når 4T-kontaktlogikken er i brug, starter hotstart, når der trykkes på brænderkontakten, og svejsningen starter, og varer, indtil brænderkontakten slippes.
Hotstart med 4T:
Yderligere noter:
| • | Justeringen af Hotstart stignings-/sænkningstiden indstiller overgangstiden fra Hotstart-fasen til den normale svejsestrømstyrke. |
| • | Niveauet og tiden for hotstart kan kun justeres i 2T Kontaktlogik. |
| • | Hotstart finjustering (spænding) kan justeres med processerne 1-MIG, Puls, DPulse, WiseThin+ og MAX Speed. |
Kraterfyldning
Ved svejsning med høj effekt dannes normalt et krater ved svejsningens slutning. Kraterfyldningsfunktionen sænker svejseeffekten / trådhastigheden ved svejseopgavens slutning, så krateret kan udfyldes med et lavere effektniveau.
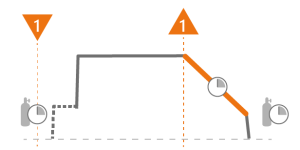
Når 2T brænderkontaktlogikken er i brug, vil det starte kraterfyldningssekvensen, når brænderkontakten slippes. Kraterfyldning varer i den foruddefinerede tidsperiode.
Kraterfyldning med automatiske/synergiske MIG-processer og 2T:
Kraterfyldning med manuel MIG-proces og 2T:
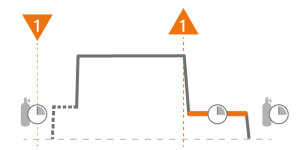
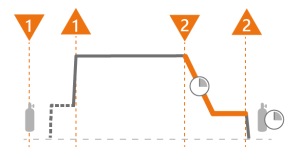
Når 4T-kontaktlogikken er i brug, starter sekvensen for kraterfyldning, når der trykkes på kontakten under svejsningen. Systemet bliver slutniveauet for kraterfyldning, til brænderkontakten slippes. Når brænderkontakten slippes, afsluttes kraterfyldningen med det samme.
Kraterfyldning med 4T:
Yderligere noter:
| • | Kraterfyld finjustering (spænding) kan justeres med processerne 1-MIG, Puls, DPulse, WiseThin+ og MaxSpeed. |
| • | I den manuelle MIG-proces kan tiden for kraterfyldning, trådhastigheden og spændingen justeres, men indstillingerne for kraterfyldning niveau er ikke tilgængelige. |
| • | I automatiske/synergiske MIG-processer kan indstillingerne for Kraterfyldningens finjustering, tid og niveau justeres, men indstillingerne for Kraterfyldningens trådhastighed og spænding er ikke tilgængelige. |
Kraterfyldning med timer
Kraterfyldningens timermulighed er kun tilgængelig med 4T kontaktlogik og i automatiske/synergiske MIG-processer. Det gør det muligt at indstille en fast varighed for slutniveau for kraterfyldning. Når funktionen Kraterfyldning med timer er valgt, og tiden for kraterfyldningens slutniveau er indstillet, stopper kraterfyldningssekvensen efter den forudindstillede varighed, selv om brænderkontakten holdes nede.
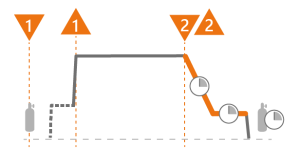
I timertilstanden påvirker parameteren Kraterfyldning slutniveau tid varigheden af slutniveauet, og parameteren Kraterfyldning tid påvirker hældningstiden (varigheden af overgangen fra svejseniveauet eller Kraterfyldning startniveauet til slutniveauet).
Hvis brænderkontakten slippes og derefter trykkes igen under kraterfyldningen, stoppes kraterfyldningen.
Yderligere noter:
| • | I automatiske/synergiske MIG-processer kan indstillingerne for Kraterfyldningens finjustering, tid og niveau justeres, men indstillingerne for Kraterfyldningens trådhastighed og spænding er ikke tilgængelige. |
| • | Kraterfyld finjustering (spænding) kan justeres med processerne 1-MIG, Puls, DPulse, WiseThin+ og MaxSpeed. |
Symboler:

|
Funktion |

|
Tryk på brænderkontakten (ned) |

|
Krybestart |

|
Slip brænderkontakten (op) |

|
Indstillet varighed |

|
Forgas / eftergas |