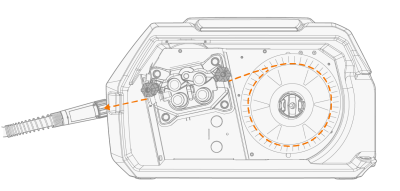
Installation og udskiftning af tråd (X5 WF 200)
Dette afsnit beskriver, hvordan du isætter svejsetråden og spolen på X5 Wire Feeder 200.

|
Sæt svejsepistolen til trådboksen, før trådspolen udskiftes. |
|
|
Ved udskiftning af trådspolen udtages den resterende svejsetråd fra svejsepistolen og trådværket, før trådspolen udtages. |

|
Kontroller altid, at trådhjulene er egnet til den svejsetråd (diameter og materiale), der anvendes. Se også Montering og udskiftning af trådhjul. |
Aftagning af trådspolen:
| 1. | Åbn trådboksens sidelåge. |
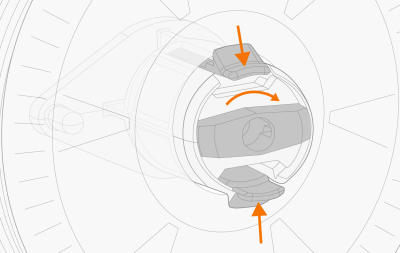
| 2. | Frigør navets lås, og skub trådspolens clips ind mod midten. |
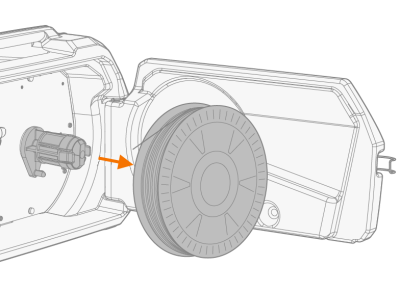
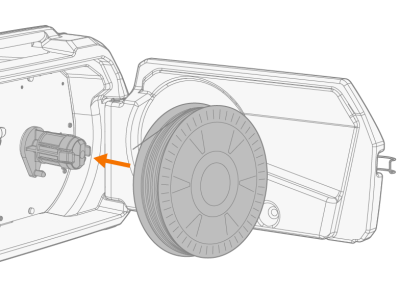
| 3. | Tag trådspolen ud af trådboksen. |
Isætning af en ny trådspole:
| 1. | Åbn trådboksens sidelåge. |
| 2. | Hvis navets lås ikke allerede er frigjort, skal du gøre det, så clipsene kan bevæge sig mod midten. |
| 3. | Sæt trådspolen på navet i trådboksen. |
|
|
Kontroller, at trådspolen vender rigtigt, så svejsetråden kører fra toppen af spolen til dens trådruller. |
|
|
Sørg for, at navets clips låses, når trådspolen er på plads. |
| 4. | Fastgør trådspolen ved at dreje til låseknappen til lukket position. |
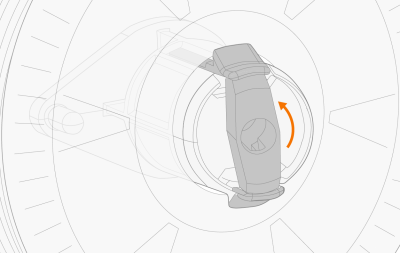
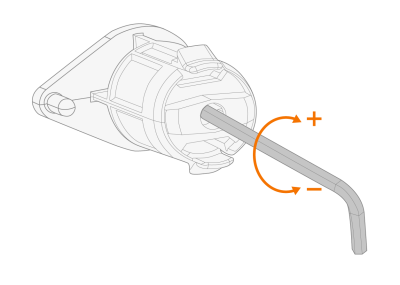
Juster om nødvendigt spolebremsen ved at dreje skruen (med unbrakonøgle) i midten af navets låsemekanisme.
Isætning af svejsetråden:
| 1. | Løsn trådenden fra spolen, og skær bøjede dele af, så enden er lige. |
|
|
Sørg for at svejsetråden ikke falder af spolen, når den løsnes. |
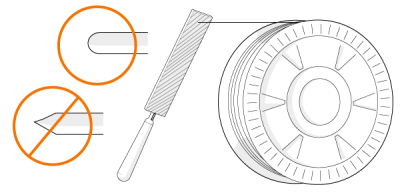
| 2. | Fil spidsen på svejsetråden glat. |
|
|
Skarpe kanter på svejsetråden kan beskadige lineren. |
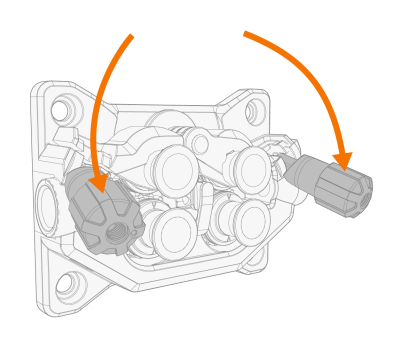
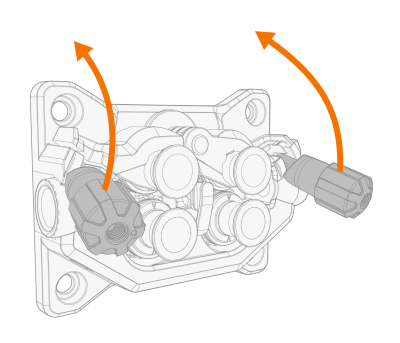
| 3. | Slip trykarmene for at flytte trådrullerne fra hinanden. |
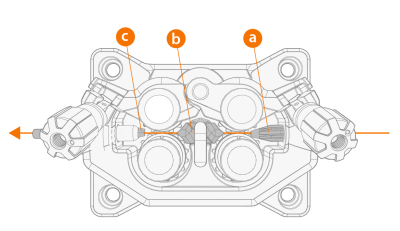
| 4. | Før svejsetråden gennem indgangsrøret (a) og det mellemste styrerør (b) og ind i udgangsrøret (c), der fører svejsetråden til svejsepistolen. |
| 5. | Tryk svejsetråden ind i svejsepistolen med hånden, så tråden når lineren (cirka 20 cm). |
| 6. | Luk trykarmene sådan at svejsetråden låses mellem trådrullerne. Kontroller, at svejsetråden kører i trådhjulsporene. |
| 7. | Juster trådrullernes tryk med trykjusteringshjulene. Trykket er det samme for begge trådrullepar. |
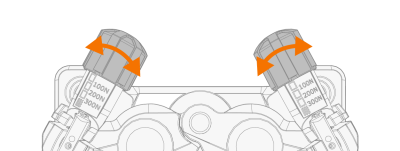
Skalaen på trykhåndtaget viser trykket på trådhjulene. Juster trådrullernes tryk efter nedenstående tabel.
| Svejsetråd | Trådhjulprofil | Svejsetrådsdiameter (mm) | Justering (x100N) |
|---|---|---|---|
| Fe/Ss massiv | V-spor |
0.8−1.0 | 1.5−2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| Metal og fluskerne | V-spor, riflet |
≥ 1.2 | 1.0−2.0 |
| Selvbeskyttende (gasfri) | V-spor, riflet |
≥ 1.6 | 2.0−3.0 |
| Aluminium | U-spor |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 | ||
| 1.4 | 1.5−2.0 | ||
| ≥ 1.6 | 2.0−2.5 |
|
|
Et for kraftigt tryk vil klemme svejsetråden flad og beskadige coatede svejsetråde eller rørtråde. Et for kraftigt tryk vil også medføre unødvendig slitage på trådhjulene og øge belastningen på gearkassen. |
| 8. | Tryk på knappen til trådfødning for at føre svejsetråden ind i svejsepistolen. Stop, når svejsetråden når svejsepistolens kontaktdyse. |
>> I X5 Wire Feeder 200 er knappen til trådfødning placeret på betjeningspanelet.


|
Hold øje med svejsetråden, til den når kontaktdysen og kommer ud af svejsepistolen. |
| 9. | Kontroller før svejsning, at svejseparametrene og indstillinger på betjeningspanelet svarer til opsætningen til din svejsning. |
>> Nærmere oplysninger findes i Anvendelse af X5 manuelt betjeningspanel og Anvendelse af X5 AP/APC betjeningspanel.