Instalacja i wymiana drutu spawalniczego i szpuli drutu
W tej sekcji opisano sposób instalacji drutu spawalniczego i szpuli w podajniku drutu X3.

|
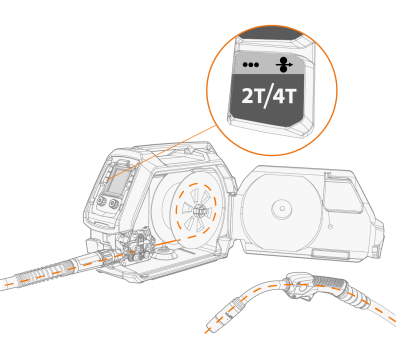
Przed zamontowaniem szpuli drutu należy podłączyć uchwyt spawalniczy MIG do podajnika drutu. |
|
|
Podczas wymiany szpuli drutu należy usunąć pozostały drut spawalniczy z uchwytu spawalniczego MIG i mechanizmu podawania drutu przed zdjęciem szpuli drutu. |
Aby zamontować szpulę drutu:
|
1.
|
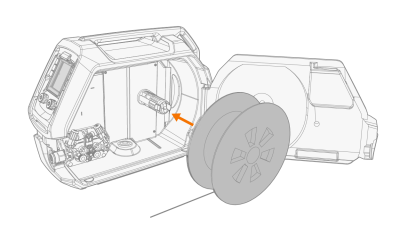
Otworzyć drzwi komory podajnika drutu. |
|
2.
|
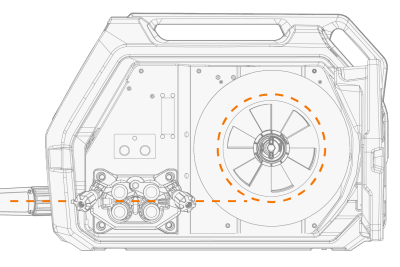
Załóż szpulę drutu na piastę szpuli i wepchnij szpulę do podajnika drutu, aż zatrzaski mechanizmu zabezpieczającego zablokują ją na miejscu. |
|
|
Upewnij się, że szpula jest skierowana we właściwym kierunku – drut powinien być wyprowadzony od spodu szpuli drutu do rolek podających. |
|
|
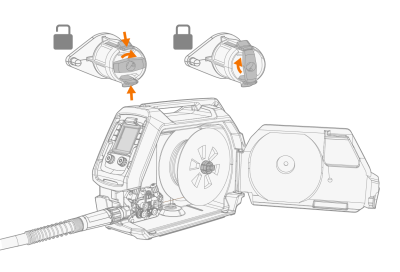
Po zamontowaniu kołek obok piasty szpuli drutu w podajniku drutu musi być ustawiony w jednej linii z otworem w szpuli lub adapterze szpuli i w niego wchodzić. Podajnik drutu X3 HD300: Informacje na temat opcjonalnych adapterów szpulek drutu można znaleźć w sekcji Szpule drutu (X3 WF HD300). |
|
3.
|
Zabezpiecz zaciski blokujące, obracając dźwignię w środku piasty szpuli. |
|
4.
|
W razie potrzeby wyreguluj siłę hamowania szpuli, obracając śrubę regulacyjną hamulca szpuli na środku piasty szpuli. |
>> Siłę hamowania można regulować, obracając śrubę regulacyjną płaskim śrubokrętem (X3 HD300) lub kluczem imbusowym (X3 HD200) przez otwór centralny w dźwigni blokującej.
|
|
Zastosowane obciążenie różni się w zależności od rozmiaru i masy drutu elektrodowego i szpuli, ale także prędkości podawania drutu. Im cięższa szpula drutu i im większa prędkość podawania drutu, tym większa potrzeba zwiększenia siły hamowania. Po ustawieniu hamulca z powrotem załóż klips blokujący, ustaw odpowiednią prędkość podawania drutu i upewnij się, że siła hamowania zapobiega spadaniu drutu ze szpuli w chwili wstrzymania podawania. |
Demontaż szpuli z drutem:
|
1.
|
Zwolnij zaciski blokujące, obracając dźwignię w środku piasty szpuli. |
|
2.
|
Lekko dociśnij zaciski blokujące do środka. |
|
3.
|
Wyjmij szpulę z drutem. |
Montaż drutu elektrodowego:
|
1.
|
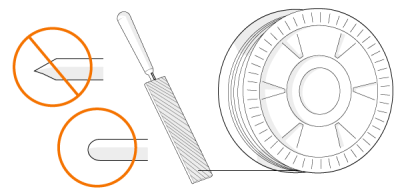
Wyciągnij końcówkę drutu ze szpuli i odetnij wszelkie zagięte odcinki, aby końcówka była prosta. |
|
|
Upewnij się, że po puszczeniu drutu szpula nie rozwija się samoistnie. |
|
2.
|
Spiłuj końcówkę drutu elektrodowego. |

|
Ostre krawędzie końcówki drutu elektrodowego mogą uszkodzić prowadnicę drutu. |
|
3.
|
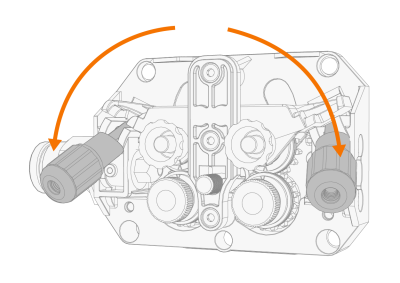
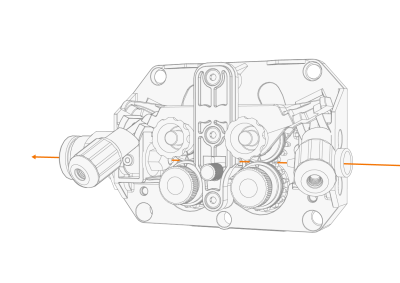
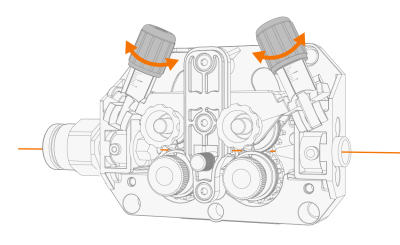
Zwolnij ramiona dociskowe rolek, aby rozsunąć rolki podające. |
|
4.
|
Przeprowadź drut spawalniczy przez tulejkę wlotową i środkową tulejkę prowadzącą do tulejki wylotowej, która doprowadza drut spawalniczy do uchwytu spawalniczego MIG. |
|
5.
|
Popchnij drut elektrodowy ręcznie w kierunku uchwytu spawalniczego MIG, tak aby dotarł do prowadnicy drutu (ok. 20 cm). |
|
6.
|
Zamknij ramiona dociskowe rolek podających, aby drut spawalniczy został zablokowany między rolkami podającymi. Upewnij się, że drut jest równo ułożony w rowkach rolek. |
|
7.
|
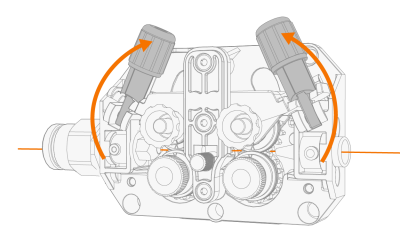
Wyreguluj docisk rolek podających za pomocą pokręteł ramion dociskowych rolek dociskowych. |
>> Podziałki na ramionach dociskowych rolek wskazują siłę nacisku w skali od 1 do 10.
|
|
Należy równomiernie dociskać oba uchwyty dociskowe |
|
|
Nadmierny nacisk może spowodować uszkodzenie drutu spawalniczego (zwłaszcza aluminiowego i rdzeniowego/powlekanego) i utrudnić podawanie drutu spawalniczego. Nadmierny nacisk zwiększa również obciążenie mechanizmu podajnika drutu. |
|
8.
|
Zamknąć komorę podajnika drutu. |
|
9.
|
Naciśnij przycisk wysuwu drutu, aby wprowadzić drut spawalniczy do uchwytu spawalniczego MIG. Zatrzymaj, gdy drut osiągnie końcówkę prądową uchwytu spawalniczego MIG. |
>> W podajniku drutu X3 funkcja wysuwu drutu jest aktywowana przez długie naciśnięcie przycisku wysuwu drutu na panelu sterowania.

|
Należy uważać na drut, gdy osiągnie on końcówkę prądową i wyjdzie z uchwytu spawalniczego. |
|
10.
|
Przed rozpoczęciem spawania sprawdź, czy parametry spawania i inne ustawienia w panelu sterowania odpowiadają konfiguracji urządzenia spawalniczego. |
>> Więcej informacji: Panel sterowania X3.