Installation und Ersetzen von Schweißdraht und Drahtspule
In diesem Abschnitt wird beschrieben, wie der Schweißdraht und die Drahtspule am X3 Drahtvorschub installiert werden.

|
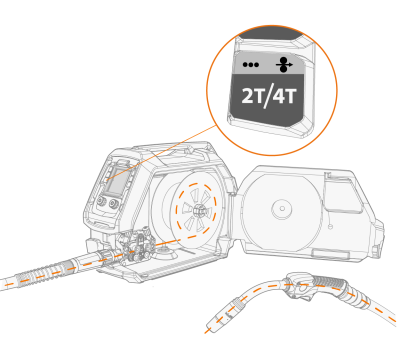
Bringen Sie den MIG-Schweißbrenner am Drahtvorschub an, bevor Sie die Drahtspule einbauen. |
|
|
Entfernen Sie beim Wechsel der Drahtspule das restliche Füllmaterial aus dem MIG-Schweißen Brenner und Drahtvorschubmechanismus, bevor Sie die Drahtspule entfernen. |
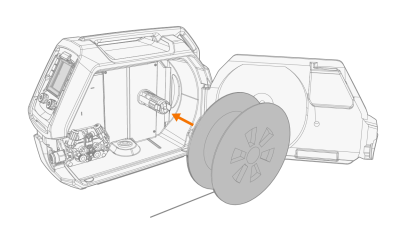
Installation der Drahtspule:
|
1.
|
Die Tür des Drahtvorschubgehäuses öffnen. |
|
2.
|
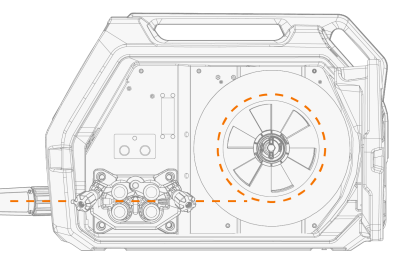
Setzen Sie die Drahtspule auf die Drahtspulennabe und schieben Sie die Spule in den Drahtvorschub, bis die Verriegelungsclips des Sicherungsmechanismus sie einrasten. |
|
|
Sicherstellen, dass die Drahtspule in die richtige Richtung weist. Der Schweißdraht muss von der Spulenunterseite zu den Vorschubrollen verlaufen. |
|
|
Nach der Montage muss der Stift neben der Drahtspulennabe im Drahtvorschubgerät ausgerichtet sein und in das Loch in der Spule oder des Spulenadapters passen. X3 Wire Feeder HD300: Optionen für die Drahtspulenadapter finden Sie unter Drahtspulen (X3 WF HD300). |
|
3.
|
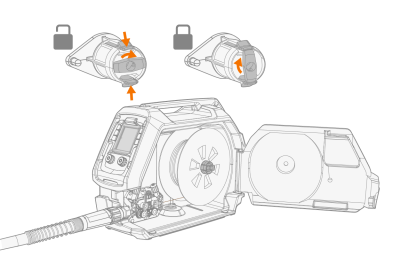
Sichern Sie die Sicherungsclips, indem Sie den Hebel in der Mitte der Spule drehen. |
|
4.
|
Falls erforderlich, stellen Sie die Bremskraft der Spule ein, indem Sie die Feststellschraube der Spulenbremse in der Mitte der Spulennabe drehen. |
>> Die Bremskraft kann durch Drehen der Einstellschraube mit einem flachen Schraubendreher (X3 HD300) oder mit einem Inbusschlüssel (X3 HD200) durch das Mittelloch im Verriegelungshebel eingestellt werden.
|
|
Die Belastung hängt von der Größe und dem Gewicht des Füllmaterials und der Spule, aber auch von der Drahtvorschubgeschwindigkeit des Füllmaterials ab. Je schwerer die Drahtspule und je höher die Drahtvorschubgeschwindigkeit, desto stärker muss die Bremskraft erhöht werden. Stellen Sie den Druck ein, bringen Sie die Verschlussklemme wieder an, wählen Sie die Drahtvorschubgeschwindigkeit und überprüfen Sie, ob die Bremskraft ausreicht, um zu gewährleisten, dass der Draht nicht neben die Spulenseiten gelangt. |
Zum Entfernen der Drahtspule:
|
1.
|
Lösen Sie die Verriegelungsclips, indem Sie den Hebel in der Mitte der Spulennabe drehen. |
|
2.
|
Drücken Sie die Verriegelungsclips leicht zur Mitte hin. |
|
3.
|
Entfernen Sie die Drahtspule. |
Installieren des Zusatzwerkstoffes:
|
1.
|
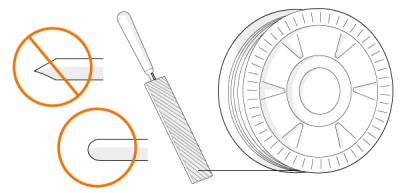
Lösen Sie das Ende des Zusatzwerkstoffs von der Spule und schneiden Sie alle verformten Abschnitte ab, damit das Ende gerade ist. |
|
|
Stellen Sie sicher, dass der Zusatzwerkstoff nicht von der Spule abrollt, wenn er gelöst wird. |
|
2.
|
Feilen Sie die Spitze des Zusatzwerkstoffs glatt. |

|
Scharfe Kanten an der Spitze des Zusatzwerkstoffs können den Drahtliner beschädigen. |
|
3.
|
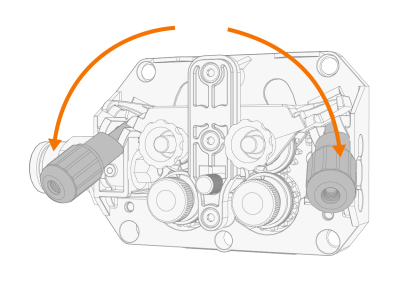
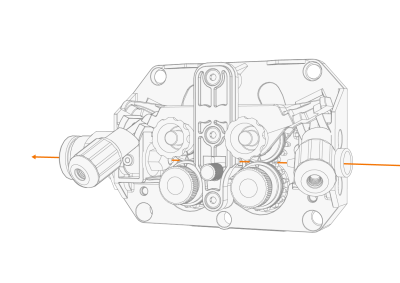
Lösen Sie die Andruckrollen-Arretierarme, um die Drahtvorschubrollen auseinander zu bewegen. |
|
4.
|
Führen Sie den Schweißdraht durch das Einlassführungsrohr und das mittlere Führungsröhrchen in das Auslassführungsrohr, das den Schweißdraht zum MIG-Schweißen des Brenners führt. |
|
5.
|
Schieben Sie den Fülldraht von Hand zum MIG-Schweißen Brenner, so dass der Draht den Drahtleiter erreicht (ca. 20 cm). |
|
6.
|
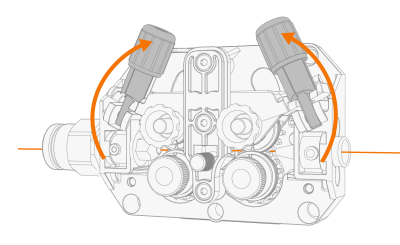
Schließen Sie die Druckarm-Arretierungen, so dass das Schweißmaterial zwischen den Drahtvorschubrollen eingespannt ist. Stellen Sie sicher, dass der Zusatzwerkstoff in den Nuten der Vorschubrolle sitzt. |
|
7.
|
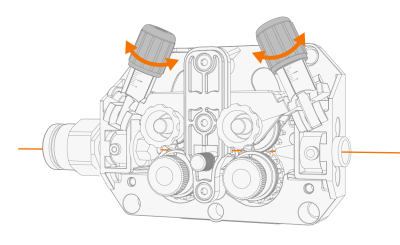
Stellen Sie den Druck der Drahtvorschubrollen mit den Knöpfen der Andruckrollen-Arretierarme ein. |
>> Die Skalen an den Druckrollen-Arretierarmen zeigen den ausgeübten Druck auf einer relativen Skala von 1 bis 10 an.
|
|
Üben Sie gleichmäßigen Druck auf beide Druckgriffe aus. |
|
|
Ein zu hoher Druck kann zu Schäden am Schweißdraht (insbesondere Aluminium und ummantelte/beschichtete Schweißdrähte) führen und den Vorschub des Füllmaterials behindern. Übermäßiger Druck erhöht auch die Belastung des Drahtvorschubmechanismus. |
|
8.
|
Schließen Sie das Drahtvorschubgehäuse. |
|
9.
|
Drücken Sie die Drahtvorschubtest-Taste, um das Füllmaterial in den MIG-Schweißen Brenner einzuführen. Halten Sie an, wenn der Draht die Stromdüse des MIG-Schweißbrenners erreicht. |
>> Beim X3-Drahtvorschub wird die Drahtvorschubfunktion durch langes Drücken des Brennertaster-Logik-Knopfes im Bedienpanel aktiviert.

|
Achten Sie auf den Draht, wenn er die Stromdüse erreicht und aus dem Schweißbrenner austritt. |
|
10.
|
Stellen Sie vor dem Schweißen sicher, dass die Schweißparameter und Einstellungen auf dem Bedienpanel mit Ihrer Schweißkonfiguration übereinstimmen. |
>> Siehe X3 Bedienpanel für weitere Informationen.