Parametry spawania
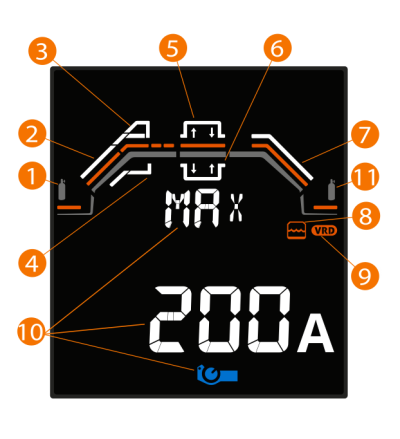
Widok parametrów spawania zawiera krzywą początkową i końcową do wizualizacji i regulacji parametrów spawania. Dostęp do parametrów spawania można uzyskać, naciskając na panelu sterowania przycisk Parametry spawania i zajarzenia TIG HF (patrz Panel sterowania Minarc T 223 ACDC).

|
Wiele parametrów spawania jest specyficznych dla procesu spawania, są one widoczne i dostępne do odpowiedniej regulacji. |
Parametry zostały wyjaśnione w tabeli "Parametry spawania".
|
3.
|
Gorący start, wartości dodatnie |
|
4.
|
Gorący start, wartości ujemne |
|
5.
|
Minilog, wartości dodatnie |
|
6.
|
Minilog, wartości ujemne |
|
10.
|
Ograniczenie prądu Min/Max dla zdalnego sterowania |
Biała linia wskazuje, że parametr jest włączony. Pomarańczowa linia wskazuje, że wartość parametru jest aktualnie regulowana. Jeśli używana jest automatyczna wartość parametru, jego wartość liczbowa jest wyświetlana poniżej krzywej początkowej i końcowej.
Parametry 4T LOG
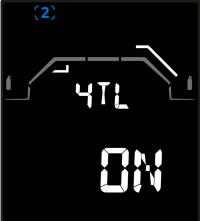
4TL = 4T LOG
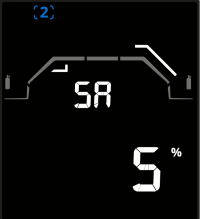
SA = Łuk pilotujący
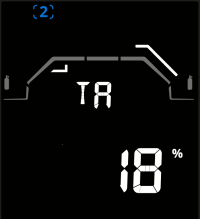
TA = Łuk końcowy
Regulacja parametrów spawania
|
1.
|
Obróć pokrętło regulacji tak, aby pomarańczowa linia pojawiła się przy żądanym parametrze spawania (tutaj jako przykład użyto parametru Upslope). |

|
2.
|
Naciśnij przycisk pokrętła regulacji, aby wybrać parametr spawania do regulacji. |

|
3.
|
Obróć pokrętło regulacji, aby ustawić wartość parametru spawania. |
|
4.
|
Potwierdź nową wartość / wybór, naciskając pokrętło regulacji. |
| Wskazówka: Gdy wartość parametru jest regulowana, można wybrać wartość domyślną parametru poprzez długie naciśnięcie przycisku pokrętła regulacji. Działa to dla wszystkich parametrów z wyjątkiem chłodzenia cieczą i VRD. |
Parametry spawania
 Parametry spawania TIG
Parametry spawania TIG
Wymienione tutaj parametry są dostępne do regulacji w procesie spawania TIG.
| Przed gaz |
0,0 ... 10 s, Auto, krok 0,1
Domyślnie = Auto
|
Przed-gaz to funkcja spawania, która uruchamia przepływ gazu osłonowego przed zajarzeniem łuku. To gwarantuje, że metal nie wchodzi w reakcję z powietrzem na początku spawania. Służy do pracy ze wszystkimi metalami, szczególnie ze stalą nierdzewną, aluminium i tytanem.
Po wybraniu opcji Auto przed-gaz jest ustalany automatycznie w zależności od prądu spawania. |
Narastanie
|
0,0 ... 5 s, krok 0,1
Domyślnie = 0 s |
Narastanie to funkcja spawania, która określa czas, w którym prąd spawania stopniowo wzrasta do żądanego poziomu prądu spawania na początku spoiny. |
| Gorący start |
WŁ./WYŁ.
Domyślnie = WYŁ. |
Funkcja spawania, która wykorzystuje wyższy lub niższy prąd spawania na początku spoiny. Po okresie gorącego startu prąd zmienia się na normalny poziom prądu spawania. Ułatwia rozpoczęcie spawania, szczególnie w przypadku aluminium. Czas gorącego startu jest używany tylko w trybie wyłącznika 2T. |
| - Poziom gorącego startu |
-80 ... +100 %, krok 1
Domyślnie = +30
|
| - Czas gorącego startu |
0,1 ... 9,9 s, krok 0,1
Domyślnie = 1,2 s |
| Poziom Minilog |
-99 % ... 125 %, krok 1
Domyślnie = -80 |
Minilog to funkcja spawania TIG, która umożliwia zmianę za pomocą uchwytu spawalniczego TIG pomiędzy prądem spawania a prądem Minilog, który może być niższy lub wyższy od prądu spawania. Więcej informacji w rozdziale Funkcje trybu wyłącznika.
Aby uzyskać informacje na temat włączania funkcji Minilog, patrz Panel sterowania Minarc T 223 ACDC. |
| 4T LOG (4TL) |
WŁ./WYŁ.
Domyślnie = WYŁ. |
4T LOG to funkcja spawania TIG, która umożliwia użycie wyłącznika uchwytu spawalniczego do rozpoczęcia i zakończenia spawania oraz zmiany poziomów prądu spawania.
Łuk pilotujący pozwala na użycie niższego prądu przez krótki czas na początku spawania. Umożliwia to precyzyjne rozpoczęcie spawania.
Łuk końcowy pozwala na użycie niższego prądu przez krótki czas na końcu spoiny. Zmniejsza to liczbę wad spawalniczych spowodowanych powstawaniem krateru po spawaniu.
|
| - Łuk pilotujący (SA) |
0 % (WYŁ.) / 5 % ... 90 %, krok 1 %
Domyślnie = 0 % |
| - Łuk końcowy (TA) |
0 % (WYŁ.) / 5 % ... 90 %, krok 1 %
Domyślnie = 0 % |
| Opadanie |
0,0 ... 1,5 s, krok 0,1
Domyślnie = 0.1 s |
Opadanie prądu to funkcja spawania, która określa czas, w którym prąd spawania stopniowo spada do końcowego poziomu prądu. |
| Po gaz |
0,0 ... 9,9 s, Auto, krok 0,1
Domyślnie = Auto |
Po-gaz to funkcja spawania, która kontynuuje przepływ gazu osłonowego po zgaśnięciu łuku. Dzięki temu po zgaszeniu łuku rozgrzana spoina nie wchodzi w reakcję z powietrzem, co chroni ją i elektrodę. Wykorzystywana podczas pracy ze wszystkimi metalami. Dłuższego czasu po gazu wymagają w szczególności stal nierdzewna i tytan.
Po wybraniu opcji Auto, czas po-gazu jest ustalany automatycznie w zależności od prądu spawania. |
| Chłodzenie cieczą |
WYŁ. / Auto / WŁ.
Domyślnie = Auto |
Gdy wybrana jest opcja ON, płyn chłodzący krąży w sposób ciągły, a gdy wybrana jest opcja Auto, płyn chłodzący krąży tylko podczas spawania.
Ten parametr dotyczy wszystkich kanałów pamięci. |
| Zdalne ster. min. |
Min = Minimalny limit prądu
Max = Limit prądu maks.
|
Minimalne i maksymalne limity prądu spawania dla zdalnego sterowania.
Parametry te służą do ograniczania zakresu regulacji prądu dla zdalnych sterowań analogowych.
Ograniczenia prądu nie dotyczą zdalnego sterowania przełącznikiem kołyskowym TXR20. |
| Zdalne sterowanie max |
Parametry spawania MMA
Wymienione tutaj parametry są dostępne do regulacji w procesie spawania MMA.
| Poziom gorącego startu |
-10 ... +10, krok 1
Wartość domyślna = 0
|
Funkcja spawania, która wykorzystuje wyższy lub niższy prąd spawania na początku spoiny. Po okresie gorącego startu prąd powraca do standardowego ustawionego poziomu. Ułatwia rozpoczęcie spawania, szczególnie w przypadku aluminium. |
| VRD |
WŁ./WYŁ.
Domyślnie = WYŁ.
(W modelach AU źródła prądu VRD jest zablokowany w pozycji ON) |
Układ redukcji napięcia (VRD) zmniejsza napięcie biegu jałowego, aby utrzymać je poniżej określonej wartości.
Ten parametr dotyczy wszystkich kanałów pamięci.
|
| Zdalne sterowanie min. |
Min = Minimalny limit prądu
Max = Limit prądu maks.
|
Parametry te służą do ograniczania zakresu regulacji prądu dla zdalnych sterowań analogowych.
Ograniczenia prądu nie dotyczą zdalnego sterowania przełącznikiem kołyskowym TXR20. |
| Zdalne sterowanie maks. |
Parametry czyszczenia i polerowania
Wymienione tutaj parametry są dostępne do regulacji w procesach czyszczenia i polerowania.
| Chłodzenie cieczą |
WYŁ. / Auto / WŁ.
Domyślnie = Auto |
Po wybraniu ON płyn chłodzący krąży w sposób ciągły, a po wybraniu Auto płyn chłodzący krąży tylko podczas czyszczenia i polerowania.
Ten parametr dotyczy wszystkich kanałów pamięci. |
| Zdalne sterowanie min. |
Min = Minimalny limit prądu
Max = Limit prądu maks.
|
Minimalne i maksymalne limity prądu dla zdalnego sterowania.
Parametry te służą do ograniczania zakresu regulacji prądu dla zdalnych sterowań analogowych.
Ograniczenia prądu nie dotyczą zdalnego sterowania przełącznikiem kołyskowym TXR20. |
| Zdalne sterowanie maks. |