Panel sterowania Minarc T 223 ACDC
W tej sekcji opisano elementy sterujące i funkcje panelu sterowania Minarc T 223 ACDC.
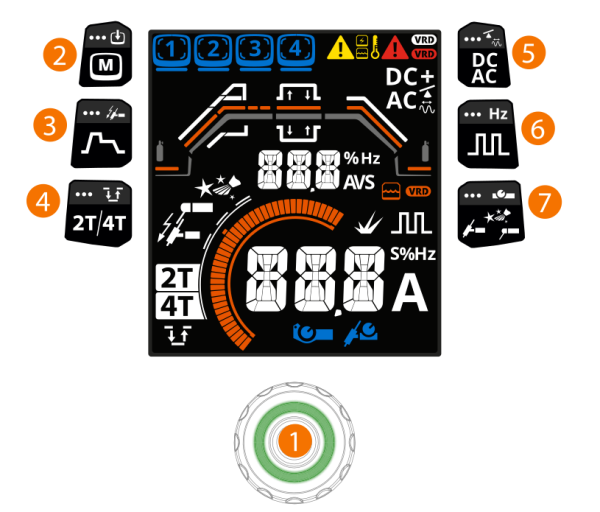
Dostęp do różnych regulacji parametrów i ustawień można uzyskać, naciskając fizyczne przyciski (2-7 na poniższym rysunku). Po dokonaniu regulacji można wyjść, naciskając ponownie ten sam przycisk lub inny przycisk.
Ogólnie
| 1. | Pokrętło regulacji |
>> Regulacja i wybór (aby uzyskać więcej informacji, patrz Widok główny)
| 2. | Przycisk kanałów pamięci |
>> Krótkie naciśnięcie: Zmienia kanał pamięci
>> Długie naciśnięcie: Zapisuje parametry w kanale pamięci
| 3. | Przycisk parametrów spawania i zajarzenia TIG HF |
>> Krótkie naciśnięcie: Regulacja parametrów spawania
>> Długie naciśnięcie: Przełącza między zajarzeniem TIG HF ON / OFF (w przypadku AC TIG zajarzenie HF jest zawsze włączone)
| 4. | Przycisk wyłącznika (procesy TIG, czyszczenia i polerowania) |
>> Krótkie naciśnięcie: Przełącza między funkcjami logiki wyłącznika 2T i 4T.
>> Długie naciśnięcie w 2T: Włącza 4T i Minilog
>> Długie naciśnięcie w 4T: Włącza Minilog
>> Krótkie naciśnięcie, gdy Minilog jest włączony: Wyłącza Minilog i zmienia tryb wyłącznika na 2T.
>> Długie naciśnięcie, gdy Minilog jest włączony: Wyłącza Minilog, ale tryb wyłącznika pozostaje w 4T.
| 5. | Przycisk trybu prądu |
>> Krótkie naciśnięcie w trybie TIG: Przełącza między trybami prądu DC i AC
>> Długie naciśnięcie w trybie prądu AC: Regulacja balansu AC
>> Krótkie naciśnięcie w trybie regulacji balansu AC: Regulacja częstotliwości AC
>> Krótkie naciśnięcie w trybie MMA: Przełącza między trybami prądu DC- i DC+
| 6. | Przycisk impulsu TIG |
>> Krótkie naciśnięcie: Przełącza między trybem spawania TIG z impulsem ON / OFF.
>> Długie naciśnięcie, gdy impuls TIG jest włączony: Regulacja częstotliwości impulsu
| 7. | Przycisk procesu i zdalnego sterowania |
>> Krótkie naciśnięcie: Przełącza między procesami TIG, MMA, czyszczenia i polerowania
>> Długie naciśnięcie: Przełącza między trybami zdalnego sterowania (zdalne sterowanie pedałem ręcznym/stopowym, zdalne sterowanie uchwytem spawalniczym i zdalne sterowanie wyłączone). Zdalne sterowanie musi być podłączone do urządzenia spawalniczego lub uchwytu spawalniczego.
Przywróć ustawienia fabryczne
Aby przywrócić ustawienia fabryczne urządzenia, należy jednocześnie nacisnąć i przytrzymać przycisk Tryb wyłącznika (4) oraz przycisk Proces i zdalne sterowanie (7).
Symbole
| Symbol | Opis |
|---|---|

|
Żółty: Ostrzeżenie Czerwony: Błąd |

|
Błąd źródła prądu |

|
Układ chłodzenia Żółty: Błąd układu chłodzenia Pomarańczowy: Układ chłodzenia jest włączony |

|
Wskaźnik wysokiej temperatury (przegrzanie) |

|
VRD (układ redukcji napięcia): Biały symbol VRD świeci = VRD jest włączony Czerwony symbol VRD miga = wystąpił problem z VRD |

|
Proces spawania TIG |

|
Balans AC TIG |

|
Częstotliwość AC |

|
Proces TIG z impulsem |

|
Częstotliwość impulsu TIG |

|
Proces spawania MMA |

|
Proces czyszczenia |

|
Proces polerowania |

|
Minilog |

|
Zajarzenie HF |

|
Ciśnienie łuku (MMA) |
| AUT | Auto |
| Err | Błąd |
| 4TL | 4T LOG |
| SA | Łuk pilotujący |
| TA | Łuk końcowy |

|
Zdalne sterowanie (ręczne / nożne) |

|
Zdalne sterowanie uchwytem spawalniczym |

|
Po każdym spawie przez 5 sekund wyświetlane jest podsumowanie spawu (Dane spawania). |
Aby zaktualizować oprogramowanie panelu sterowania, należy skontaktować się z lokalnym serwisem Kemppi.