Parametri di saldatura
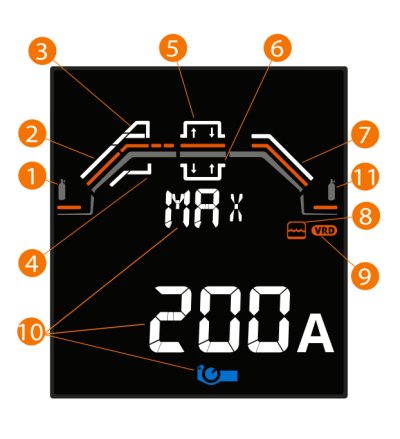
La vista Parametri di saldatura include una curva di avvio e di arresto per visualizzare e regolare i parametri di una saldatura. È possibile accedere ai parametri di saldatura premendo il pulsante Parametri di saldatura e Accensione TIG HF del pannello di controllo (vedere Pannello di controllo di Minarc T 223 ACDC).

|
Molti dei parametri di saldatura sono specifici del processo di saldatura e sono visibili e disponibili per la regolazione di conseguenza. |
I parametri sono spiegati nella tabella "Parametri di saldatura".
|
3.
|
Avvio a caldo, valori positivi |
|
4.
|
Avvio a caldo, valori negativi |
|
5.
|
Minilog, valori positivi |
|
6.
|
Minilog, valori negativi |
|
8.
|
Raffreddamento ad acqua |
|
10.
|
Limite di corrente min/max per controllo remoto |
La linea bianca indica che il parametro è attivo. La linea arancione indica che il valore del parametro è correntemente regolabile. Se si utilizza il valore automatico di un parametro, il suo valore numerico viene visualizzato sotto la curva di avvio e di arresto.
Parametri 4T LOG
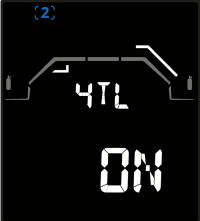
4TL = 4T LOG
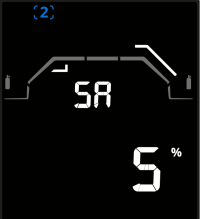
SA = Ricerca arco
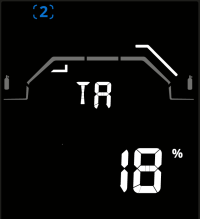
TA = Fine arco
Regolazione dei parametri di saldatura
|
1.
|
Ruotare la manopola di controllo in modo che la linea arancione appaia in corrispondenza del parametro di saldatura desiderato (in questo caso viene utilizzato come esempio il parametro della corrente di salita). |

|
2.
|
Premere il pulsante della manopola di controllo per selezionare il parametro di saldatura da regolare. |

|
3.
|
Ruotare la manopola di controllo per regolare il valore del parametro di saldatura. |
|
4.
|
Confermare il nuovo valore/selezione premendo il pulsante della manopola di controllo. |
| Suggerimento: quando il valore di un parametro è regolabile, è possibile selezionare il valore predefinito del parametro premendo a lungo la manopola di controllo. Questa operazione funziona per tutti i parametri, ad eccezione del raffreddamento ad acqua e del VRD. |
Parametri di saldatura
 Parametri di saldatura TIG
Parametri di saldatura TIG
I parametri qui elencati sono disponibili per la regolazione con il processo di saldatura TIG.
| Pre gas |
0,0 ... 10 s, Auto, passo 0,1
Predefinito = Auto
|
La funzione Pre gas è una funzione di saldatura che avvia il flusso di gas di protezione prima dell'accensione ad arco. Questa funzione garantisce che il metallo non entri in contatto con l’aria all’inizio della saldatura. Utilizzato per tutti i metalli, ma in particolar modo per l’acciaio inossidabile, l’alluminio e il titanio.
Quando si seleziona Auto, il pre-gas viene determinato automaticamente in base alla corrente di saldatura. |
Corrente di salita
|
0,0 ... 5 s, passo 0,1
Predefinito = 0 s |
La corrente di salita è una funzione di saldatura che determina il tempo durante il quale la corrente di saldatura aumenta gradualmente fino al livello della corrente di saldatura desiderato all'inizio della saldatura. |
| Hot start |
ON/OFF
Predefinito = OFF |
Funzione di saldatura che utilizza una corrente di saldatura più alta o più bassa all'inizio della saldatura. Dopo il periodo di avvio a caldo, la corrente passa al normale livello della corrente di saldatura. Questa funzione facilita l’avvio della saldatura, in particolare sui materiali in alluminio. Il tempo di avvio a caldo viene utilizzato solo nel modo 2T del grilletto. |
| - Livello di avvio a caldo |
-80 ... +100 %, passo 1
Predefinito = +30
|
| - Tempo di avvio a caldo |
0,1 ... 9,9 s, passo 0,1
Predefinito = 1,2 s |
| Livello Minilog |
-99 % ... 125 %, passo 1
Predefinito = -80 |
Minilog è una funzione di saldatura TIG che consente di passare, tramite l'interruttore della torcia, dalla corrente di saldatura alla corrente di Minilog, che può essere inferiore o superiore alla corrente di saldatura. Per ulteriori informazioni, vedere Funzioni della Logica di innesco.
Per informazioni sull'impostazione di Minilog su ON, fare riferimento a Pannello di controllo di Minarc T 223 ACDC. |
| 4T LOG (4TL) |
ON/OFF
Predefinito = OFF |
4T LOG è una funzione di saldatura TIG che consente di utilizzare il grilletto della torcia di saldatura per avviare e interrompere la saldatura e passare da un livello della corrente di saldatura all'altro.
L'arco di ricerca consente di utilizzare una corrente più bassa per un breve periodo all'inizio della saldatura. Questo permette un avvio preciso della saldatura.
Il fine arco consente di utilizzare una corrente inferiore per un breve periodo alla fine della saldatura. Ciò riduce i difetti di saldatura causati dalla formazione di crateri alla fine della saldatura.
|
| - Ricerca arco (SA) |
0 % (OFF) / 5 % ... 90 %, passo 1 %
Predefinito = 0 % |
| - Fine arco (TA) |
0 % (OFF) / 5 % ... 90 %, passo 1 %
Predefinito = 0 % |
| Corrente di discesa |
0,0 ... 1,5 s, passo 0,1
Predefinito = 0,1 s |
La discesa è una funzione di saldatura che determina il tempo durante il quale la corrente di saldatura diminuisce gradualmente fino al livello corrente finale. |
| Post gas |
0,0 ... 9,9 s, Auto, passo 0,1
Predefinito = Auto |
Post-gas è una funzione di saldatura che continua il flusso di gas di protezione dopo lo spegnimento dell'arco. Questa funzione garantisce che la saldatura a caldo non entri in contatto con l’aria dopo l’estinzione dell’arco, proteggendo la saldatura e l’elettrodo. Utilizzata per tutti i metalli. Particolarmente utile per l’acciaio inossidabile e il titanio, che richiedono tempi di post gas più lunghi.
Quando si seleziona Auto, il post-gas viene determinato automaticamente in base alla corrente di saldatura. |
| Raffreddamento ad acqua |
OFF/Auto/ON
Predefinito = Auto |
Se si seleziona ON, il refrigerante viene fatto circolare continuamente, mentre se si seleziona Auto, il refrigerante viene fatto circolare solo durante la saldatura.
Questo parametro si applica a tutti i canali di memoria. |
| Comando a distanza min. |
Min = limite di corrente minimo
Max = Limite di corrente massimo
|
Limiti minimi e massimi della corrente di saldatura per il controllo remoto.
Questi parametri vengono utilizzati per limitare la gamma di regolazione corrente dei controlli remoti analogici.
I limiti di corrente non si applicano al controllo remoto con interruttore a bilanciere TXR20. |
| Comando a distanza max. |
Parametri di saldatura MMA
I parametri qui elencati sono disponibili per la regolazione con il processo di saldatura MMA.
| Livello Hot start |
-10 ... +10, passo 1
Predefinito = 0
|
Funzione di saldatura che utilizza una corrente di saldatura più alta o più bassa all'inizio della saldatura. Dopo il periodo di Hot Start la corrente passa al livello normale della corrente di saldatura. Questa funzione facilita l’avvio della saldatura, in particolare sui materiali in alluminio. |
| VRD |
ON/OFF
Predefinito = OFF
(Nei modelli con fonte di alimentazione AU il VRD è bloccato su ON) |
Il dispositivo di riduzione della tensione (VRD) riduce la tensione a circuito aperto per mantenerla al di sotto di un certo valore.
Questo parametro si applica a tutti i canali di memoria.
|
| Controllo remoto min. |
Min = limite di corrente minimo
Max = Limite di corrente massimo
|
Questi parametri vengono utilizzati per limitare la gamma di regolazione corrente dei controlli remoti analogici.
I limiti di corrente non si applicano al controllo remoto con interruttore a bilanciere TXR20. |
| Controllo remoto max. |
Parametri di pulizia e lucidatura
I parametri qui elencati sono disponibili per la regolazione con i processi di pulizia e lucidatura.
| Raffreddamento ad acqua |
OFF/Auto/ON
Predefinito = Auto |
Se si seleziona ON, il refrigerante viene fatto circolare continuamente; se si seleziona Auto, il refrigerante viene fatto circolare solo durante la pulizia e la lucidatura.
Questo parametro si applica a tutti i canali di memoria. |
| Controllo remoto min. |
Min = limite di corrente minimo
Max = Limite di corrente massimo
|
Limiti di corrente minimi e massimi per il controllo remoto.
Questi parametri vengono utilizzati per limitare la gamma di regolazione corrente dei controlli remoti analogici.
I limiti di corrente non si applicano al controllo remoto con interruttore a bilanciere TXR20. |
| Controllo remoto max. |