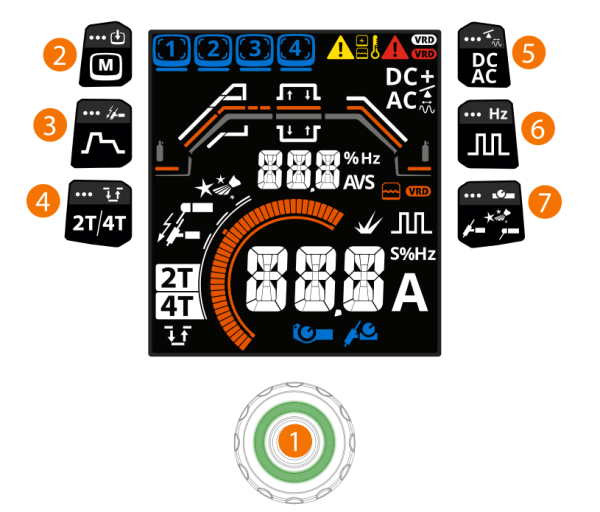
Pannello di controllo di Minarc T 223 ACDC
Questa sezione descrive i comandi e le caratteristiche del pannello di controllo del Minarc T 223 ACDC.
È possibile accedere a diverse regolazioni e impostazioni dei parametri premendo i pulsanti fisici (2-7 nella figura seguente). Una volta effettuate le regolazioni, è possibile uscire premendo nuovamente lo stesso pulsante o un altro.
Informazioni generali
| 1. | Manopola |
>> Regolazione e selezione (per ulteriori informazioni, fare riferimento a Vista principale)
| 2. | Pulsante dei canali di memoria |
>> Pressione breve: Cambia il canale di memoria
>> Pressione prolungata: Salva i parametri nel canale di memoria
| 3. | Pulsante parametri di saldatura e accensione HF TIG |
>> Pressione breve: Regolazione dei parametri di saldatura
>> Pressione prolungata: Commuta tra accensione TIG HF ON / OFF (con TIG AC, l'accensione HF è sempre attiva)
| 4. | Pulsante Logica di innesco (TIG, processi di pulizia e lucidatura) |
>> Pressione breve: Alterna le funzioni di Logica di innesco 2T e 4T.
>> Pressione prolungata in 2T: Imposta 4T e Minilog su on
>> Pressione prolungata in 4T: Imposta Minilog su on
>> Pressione breve quando Minilog è attivo: Imposta Minilog off e cambia la Logica di innesco in 2T
>> Pressione prolungata quando Minilog è attivo: Disattiva Minilog, ma la logica di innesco rimane in 4T.
| 5. | Pulsante modalità corrente |
>> Pressione breve in TIG: Passa dalla modalità corrente DC a quella AC.
>> Pressione prolungata in modalità corrente AC: Regolazione del bilanciamento AC
>> Pressione breve in modalità di regolazione del bilanciamento AC: Regolazione della frequenza AC
>> Pressione breve in MMA: Commuta tra le modalità di corrente DC- e DC+.
| 6. | Pulsante TIG a impulso |
>> Pressione breve: Commuta tra saldatura TIG a impulso ON / OFF
>> Pressione prolungata quando TIG a impulsi è attivo: Regolazione della frequenza d'impulso
| 7. | Pulsante di processo e controllo remoto |
>> Pressione breve: Commuta tra i processi TIG, MMA, pulizia e lucidatura.
>> Pressione prolungata: Commuta tra le modalità di controllo remoto (controllo remoto della torcia, controllo remoto della torcia e controllo remoto OFF). Un controllo remoto deve essere collegato al dispositivo di saldatura o alla torcia di saldatura.
Ripristino valori di fabbrica
Per ripristinare le impostazioni di fabbrica del dispositivo, premere a lungo il pulsante Logica di innesco (4) e il pulsante Processo e controllo remoto (7) contemporaneamente.
Simboli
| Simbolo | Descrizione |
|---|---|

|
Giallo: Avviso Rosso: Errore |

|
Errore della fonte di alimentazione |

|
Unità di raffreddamento Giallo: Errore dell'unità di raffreddamento Arancione: Unità di raffreddamento accesa |

|
Indicatore di alta temperatura (surriscaldamento) |

|
VRD (dispositivo di riduzione della tensione): Simbolo VRD bianco acceso = VRD acceso Il simbolo VRD rosso lampeggia = C'è un problema con il VRD |

|
Processo di saldatura TIG |

|
Bilanciamento TIG AC |

|
Frequenza AC |

|
Processo TIG a impulsi |

|
Frequenza d'impulso TIG |

|
Processo di saldatura MMA |

|
Processo di pulizia |

|
Processo di lucidatura |

|
Minilog |

|
Accensione HF |

|
Forza dell'arco (MMA) |
| AUT | Auto |
| Err | Errore |
| 4TL | 4T LOG |
| SA | Ricerca arco |
| TA | Fine arco |

|
Controllo remoto manuale (pedale) |

|
Controllo remoto della torcia |

|
Dopo ogni saldatura, viene visualizzato un riepilogo della saldatura (Dati di saldatura) per 5 s. |
Per aggiornare il software del pannello di controllo, contattare il servizio di assistenza Kemppi locale.