Montaż i wymiana drutu (szpula 200 mm)
W tym punkcie opisano sposób montażu i wymiany szpuli drutu 200 mm. Piasta szpuli o średnicy 200 mm jest montowana fabrycznie w urządzeniach Master M 205 i 323. Instrukcje montażu szpuli drutu o średnicy 100 mm znajdują się w Montaż i wymiana drutu (szpula 100 mm).

|
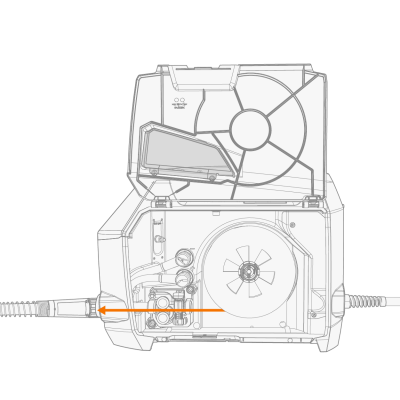
Podłącz uchwyt spawalniczy do urządzenia Master M przed zamontowaniem szpuli drutu. |
|
|
Przed wyjęciem szpuli drutu wysuń pozostały drut elektrodowy z uchwytu spawalniczego i mechanizmu podajnika drutu. |
|
|
Zawsze sprawdzaj, czy zamontowane rolki podające są odpowiednie do danego drutu (średnica i materiał). Więcej informacji: Materiały eksploatacyjne do podajnika drutu. |
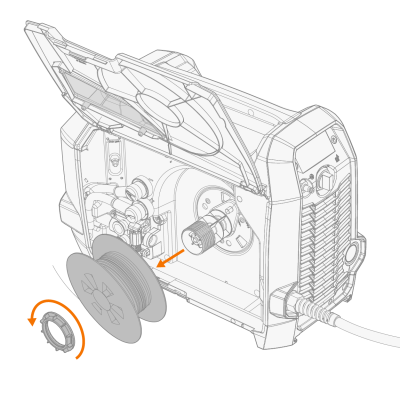
Demontaż szpuli z drutem:
| 1. | Otworzyć klapę komory podajnika drutu. |
| 2. | Poluzuj i zdejmij mocowanie szpuli i wyjmij szpulę drutu. |
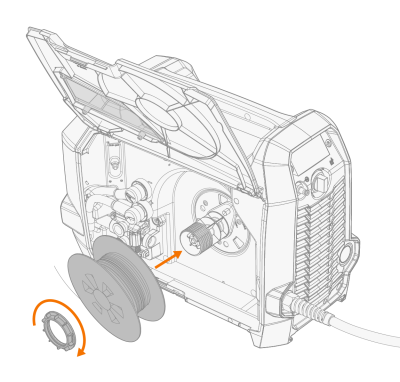
Montaż nowej szpuli drutu:
| 1. | Nałóż szpulę drutu na piastę szpuli. Zabezpiecz szpulę drutu, wkładając i dokręcając mocowanie. |
|
|
Upewnij się, że szpula jest skierowana we właściwym kierunku – drut powinien być wyprowadzony od spodu szpuli drutu do rolek podających. |
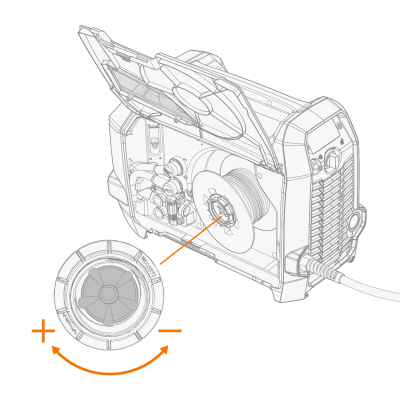
| 2. | W razie potrzeby wyreguluj hamulec szpuli, obracając pokrętło zaciskania hamulca szpuli na środku piasty szpuli. |
Montaż drutu elektrodowego:
| 1. | Wyciągnij końcówkę drutu ze szpuli i odetnij wszelkie zagięte odcinki, aby końcówka była prosta. |
|
|
Upewnij się, że po puszczeniu drutu szpula nie rozwija się samoistnie. |
| 2. | Spiłuj końcówkę drutu elektrodowego. |
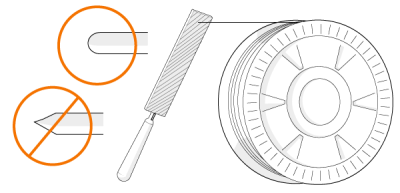

|
Ostre krawędzie końcówki drutu elektrodowego mogą uszkodzić prowadnicę drutu. |
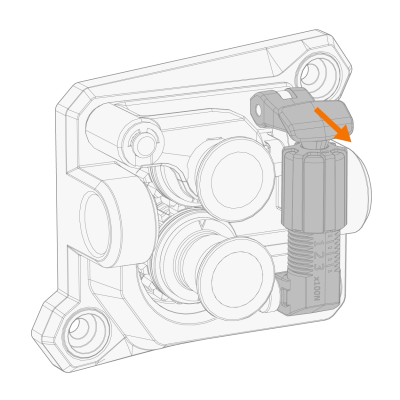
| 3. | Zwolnij dźwignię docisku. |
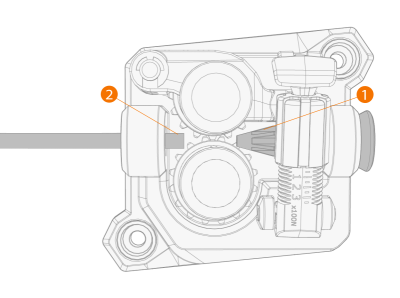
| 4. | Przeprowadź drut elektrodowy przez wlotową tulejkę prowadzącą (1) do wylotowej tulejki prowadzącej (2), która doprowadzi drut spawalniczy do uchwytu spawalniczego. |
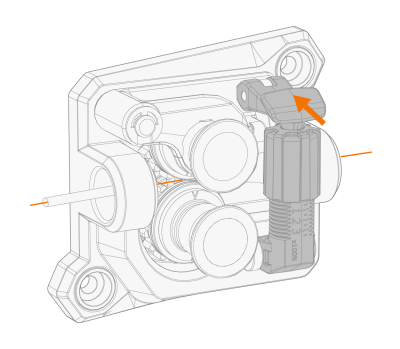
| 5. | Ręcznie wsuń drut elektrodowy do wnętrza uchwytu, tak aby wsunąć go do prowadnicy drutu. |
| 6. | Zamknij dźwignię docisku, aby drut elektrodowy był ściśnięty pomiędzy rolkami podającymi. |
| 7. | Wyreguluj docisk rolki podającej pokrętłem regulacji nacisku. |
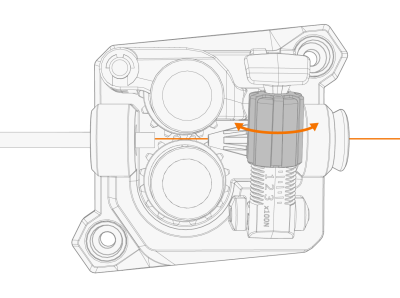
Podziałka na ramieniu dociskowym wskazuje ustawiony docisk. Wyreguluj docisk rolek podających zgodnie z poniższą tabelą.
| Materiał drutu elektrodowego | Profil rolki podającej* | Średnica drutu elektrodowego (mm) | Regulacja (x100 N) |
|---|---|---|---|
| Fe/Ss lity | V-kształtna |
0.8−1.0 | 1.5−2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| MC/FC | V-kształtna, karbowana |
≥ 1.2 | 1.0−2.0 |
| Al | U-kształtna |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 |
|
|
Zbyt silny docisk powoduje spłaszczenie drutu elektrodowego, a w przypadku drutów powlekanych i rdzeniowych – również jego uszkodzenie. Zbyt duży docisk powoduje także szybsze zużywanie się rolek podających i większe obciążenie przekładni. |
| 8. | Wprowadź drut elektrodowy do uchwytu spawalniczego, używając funkcji wysuwu drutu dostępnej w ustawieniach systemu albo naciskając i przytrzymując przycisk lewego pokrętła regulacji. Puść przycisk, gdy drut dotrze do końcówki prądowej uchwytu spawalniczego. |

|
Zachowaj ostrożność, gdy drut dotrze do końcówki prądowej i wysunie się z uchwytu. |
Przed rozpoczęciem spawania sprawdź, czy parametry spawania i inne ustawienia odpowiadają konfiguracji urządzenia spawalniczego.
* Profile rolki podającej i odpowiadające im symbole
| Profil rolki podającej | Symbol |
|---|---|
| V-kształtna |

|
| V-kształtna, karbowana |

|
| U-kształtna |

|