主页
主页视图也是主要的焊接视图。显示的内容取决于焊接工艺和所使用的特色和功能。
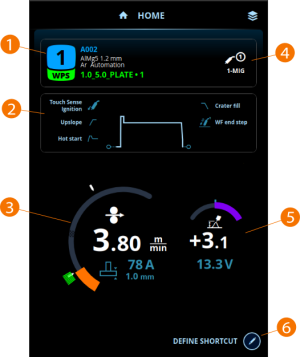
| 1. | 储存通道、焊接程序和 WPS(如果使用) |
| 2. | 应用的焊接参数和功能 |
| 3. | 送丝速度 |
>>通过 1-MIG + WisePenetration 和 Pulse + WisePenetration 组合显示电流
>>使用MAX Position工艺时,板厚将显示。
>>白色标记表示调节范围
>>绿色标记表示活动 WPS 上定义的调节范围(如果将焊接参数调节到活动 WPS 上定义的调节范围之外,则会显示警告)
| 4. | 激活的焊接工艺 |
| 5. | 微调 |
>>显示手动 MIG 焊接过程的电压
>>使用 Wise/MAX 工艺时,会显示相应的 Wise/MAX 参数调整
| 6. | 可配置的快捷方式 |
>>要定义快捷方式,请选择编辑按钮,然后从可用选项列表中选择快捷方式。
焊接过程中的主页视图
焊接过程中,焊接数据将显示在焊接数据窗口中。
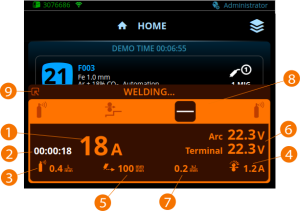
| 1. | 焊接电流 |
| 2. | 焊接时间 |
| 3. | 保护气体流量速度(在 R500 Wire Feeder EUR+ 型号中,仅当气体流量传感器在 机器人设置 中被激活时) |
| 4. | 送丝机马达电流 |
| 5. | 焊接行走速度 (如果机器人在现场总线控制表中提供了焊接行走速度) |
| 6. | 电弧电压和终端电压 |
| 7. | 热输入计算 (如果机器人在现场总线控制表中提供了焊接行走速度) |
| 8. | 突出显示正在进行的阶段的焊接周期。 |
| 9. | 将焊接数据窗口最小化为一个图标。选择该图标可恢复焊接数据窗口。 |
下表解释了焊接循环符号:
| 符号 | 说明 |
|---|---|

|
提前送气和滞后停气 |

|
慢送丝 |

|
上坡 |

|
热启动 |

|
连续焊接 |

|
填弧坑 |
在线控制模式下的主页视图。
在在线控制模式下,机器人直接控制某些焊接参数的数值。请参阅 在线控制 了解更多信息。
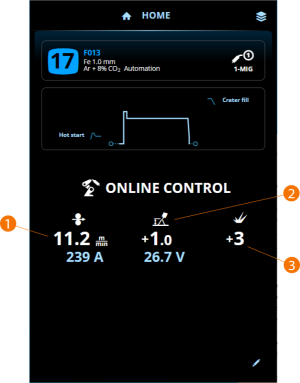
| 1. | 送丝速度 |
>>通过 1-MIG + WisePenetration 和 Pulse + WisePenetration 组合显示电流
>>使用MAX Position工艺时,板厚将显示。
| 2. | 微调 |
>>对于手动 MIG 工艺,会显示焊接电压
>>使用 Wise/MAX 工艺时,会显示相应的 Wise/MAX 参数调整
| 3. | 动态特性 |
>>仅在 1-MIG、手动 MIG、MAX Position 和 WiseThin+ 工艺中显示。

|
每次焊接后,将简要显示焊接摘要(焊接数据)。 |