Paramètres du robot
Les paramètres du robot sont accessibles via le menu d'affichage Paramètres dans AX Manager. Le contenu de la fenêtre varie en fonction du mode de communication avec le robot.
Paramètres
| Paramètre | Valeur du paramètre | Description |
|---|---|---|
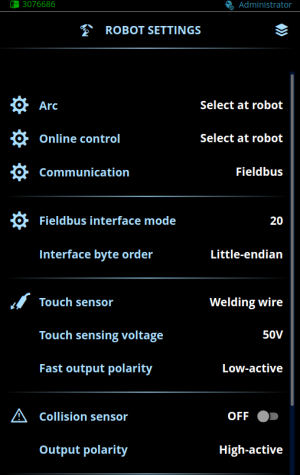
| Arc | Simulation / Sélection au robot Par défaut = Sélection au robot |
Lorsque la simulation est activée, l'arc ne peut pas être établi. Sélectionnez si vous voulez forcer la simulation à être activée ou laissez le robot faire la sélection. |
| Contrôle en ligne | OFF / Sélection au robot | En mode contrôle en ligne, le robot contrôle directement les valeurs de certains paramètres. Choisissez si vous voulez forcer le contrôle en ligne à être DÉSACTIVÉ ou laisser le robot faire la sélection. Pour plus d'informations, se reporter à la section Contrôle en ligne. |
| Communication | Bus de terrain / Commande de robot numérique / Commande de robot analogique Par défaut = Bus de terrain |
Détermine si la communication avec le robot s'effectue via un bus de terrain ou avec une commande numérique de robot ou une commande analogique de robot. |
| Mode d'interface du bus de terrain | 1 ... 99 Valeur par défaut : 20 |
Identifie le tableau de commande du bus de terrain à utiliser (voir Tableaux de commande de bus de terrain). |
| Ordre des octets de l'interface | Little-endian/Big-endian Par défaut = Little-endian |
Ordre des octets dans la table de commande du bus de terrain. |
| Capteur tactile | Fil à souder / Buse à gaz / Sélectionner au robot Par défaut = Sélection au robot |
La détection de contact est utilisée pour la recherche de couture. Sélectionner si le fil d'apport ou la buse de gaz est utilisé pour la détection de contact ou laisser le robot le sélectionner. Si vous sélectionnez la buse de gaz pour la détection de contact, connectez la broche F du connecteur périphérique du dévidoir à la buse de gaz avec un câble séparé (voir Connecteur périphérique du dévidoir). |
| - Tension de détection de contact | 50 V / 80 V / 110 V / 150 V / 160 V 170 V / 180 V / 200 V Valeur par défaut : 50 V |
La tension de sortie utilisée par le capteur tactile. Pour plus d'informations sur les niveaux de tension de détection de contact, se reporter à Niveaux de tension de détection de contact. |
| - Polarité sortie rapide | Bas-actif/Haut-actif Par défaut = Haut-actif |
Polarité de sortie pour la sortie rapide du capteur tactile. Comportement de sortie en polarité de sortie faiblement active : Bas = Détection par toucher Haut = Toucher non détecté Comportement de sortie en polarité de sortie hautement active : Bas = Toucher non détecté Haut = Toucher détecté |
| Capteur de collision | OFF/ON Valeur par défaut : OFF |
Le capteur de collision protège le col de la torche contre la flexion et les dommages en heurtant un obstacle. Le capteur de collision envoie un signal au robot pour arrêter le soudage lorsqu'une collision est détectée au niveau de la tête de soudage. |
| - Polarité de sortie | Bas-actif/Haut-actif Par défaut = bas-actif |
Comportement de signal en polarité de sortie faiblement active : 0 = Collision détectée 1 = Collision non détectée Comportement de signal en polarité de sortie hautement active : 0 = Collision non détectée 1 = Collision détectée |
| Contrôle pré-gaz et post-gaz | Canaux mémoire / Sélection au robot Par défaut = Canaux mémoire |
Ce paramètre détermine si les temps de pré et post-gaz sont contrôlés par canal de mémoire ou par le robot. Pour plus d'informations, se reporter à la section Contrôle pré-gaz et post-gaz. |
| Capteur de débit de gaz (uniquement avec le dévidoir R500 Wire Feeder EUR+) | OFF/ON Valeur par défaut : OFF |
Le capteur de débit de gaz est utilisé pour mesurer le débit du gaz de protection. Lorsque le capteur de débit de gaz est réglé sur OFF, l'état du débit de gaz est OK. Lorsque le capteur de débit de gaz est réglé sur ON, les valeurs mesurées sont affichées dans les fenêtres Accueil, Outils et Statut du robot pendant le soudage. |
| - Erreur de débit de gaz | OFF/ON Valeur par défaut : OFF |
Lorsqu'il est réglé sur OFF, le système de soudage n'affiche pas d'erreur même si le débit de gaz est inférieur au niveau de détection. Lorsqu'il est réglé sur ON et que le débit de gaz est inférieur au niveau de détection, le système de soudage génère une erreur et le soudage s'arrête. |
| - Niveau de détection | 5.0 L/min ... 20.0 L/min Valeur par défaut = 10,0 L/min. |
Si le débit de gaz est inférieur au niveau de détection et que l'erreur de débit de gaz est réglée sur ON, le système de soudage affiche une erreur et le soudage s'arrête. |
| - Type de gaz | CO2 / Argon / Ar+8 %CO2 / Ar+18 %CO2 Par défaut = Ar+18 %CO2 |
Le type de gaz utilisé pour le soudage. |
| - Durée de démarrage du capteur | 0,1 s ... 5,0 s Valeur par défaut : 3.0 s. |
Heure de démarrage du capteur de gaz lorsque le capteur de débit de gaz est réglé sur ON. |
| Détection de fil collé | ON / OFF / Sélection au robot Par défaut = ON |
Cette fonction détermine si un contrôle de fil collé est effectué afin de détecter si le fil d'apport est collé à la soudure. Lorsque cette fonction est activée, un contrôle de fil collé est exécuté automatiquement à la fin de chaque soudure. Lorsque cette fonction est désactivée, aucun contrôle de fil collé n’est exécuté. Lorsqu'il est réglé sur Sélection au robot, le robot demande le contrôle de fil collé (consulter Informations de commande). Le résultat du contrôle de fil collé s'affiche dans la fenêtre de statut du robot (consulter Statut du robot). |
| Tension au robot | Arc / Terminal Défaut = Tension au terminal |
Cette fonction définit quelle tension est montrée au robot : la tension d'arc ou la tension au terminal. |
| Watchdog | OFF/ON Valeur par défaut : OFF |
Lorsque le watchdog est activé, le robot doit activer et désactiver le bit watchdog périodiquement. Si le robot cesse d'activer et désactiver le bit watchdog, le système de soudage émet une erreur et le soudage s'arrête. |
| - Dépassement de délai du watchdog | 0.1 ... 5,0 s | Dépassement de délai pour l'activation/désactivation du bit watchdog. |