Vyer i Control Pad: Svetsning
I vyn Svetsning kan du:
| • | Se en översikt över inställningarna i de valda svetsprogrammen |
| • | Justera huvudparametrarna (svetsström och fininställning) |
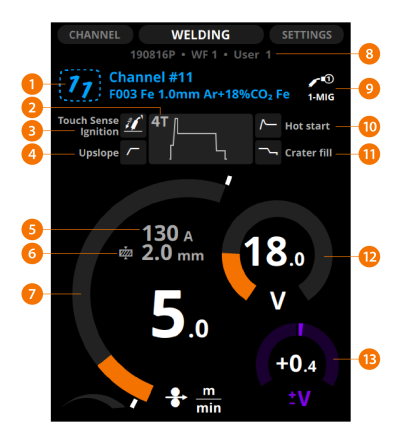
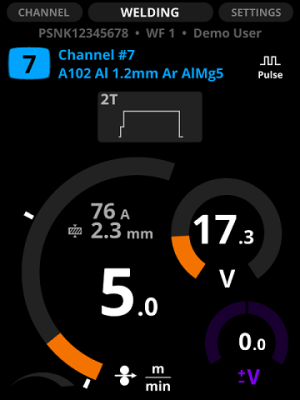
Beroende på den valda svetsprocessen, visas delar av eller hela nedanstående information:
| 1. | Minneskanal, dess nummer och svetsprogrammet. |
>> På den första raden anges minneskanalens namn.
>> På den andra raden visas namnet på svetsprogrammet, som består av material och diameter på tillsatstråden samt skyddsgas.
>> Om du har ändrat svetsinställningarna, visas kanalnumret i kursiv stil. Spara ändringar genom att hålla knappen Kanal intryckt tills numret återgår till sitt normala läge.
| 2. | Svetspistolens driftsläge (avtryckarlogik) |
>> 2T, 4T och WP Switch. För mer information, se Funktioner för avtryckarlogik.
| 3. | Touch sense ignition |
>> Tillval för jämn tändning med mindre sprut.
| 4. | Upslope |
>> Den valda start- och stopp-logiken.
| 5. | Beräknad svetsström |
| 6. | Beräknad plåttjocklek |
| 7. | Trådmatningshastighet |
| 8. | Serienumret på strömkällan, trådmatarverkets nummer (1 eller 2) och användarnamnet |
| 9. | Svetsmetod |
| 10. | Hot start |
>> Den valda start- och stopp-logiken.
| 11. | Kraterfyllnad |
>> Den valda start- och stopp-logiken.
| 12. | Spänning |
| 13. | Spänning / fininställning |
Justera svetsströmmen med den vänstra styrratten.
Finjustera den sekundära svetsparametern med den högra styrratten. Den justerbara sekundära parametern varierar enligt svetsprocessen och funktionen.
I diagrammet över svetsströmmen visas med ett grått raster det område där de valda värdena medför globulär överföring.
Figur: Rastermönster i trådmatningsbågen

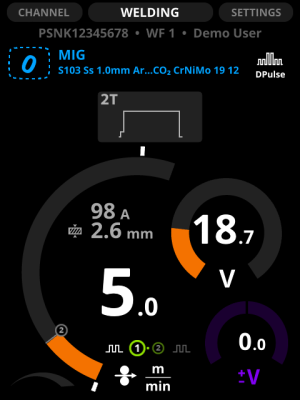
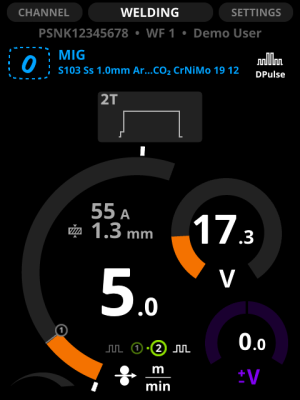
I DPulse, WP Switch och DProcess kan du justera två uppsättningar värden: den första och den andra strömnivån. Tryck på den vänstra gröna knappen för att växla mellan dem. Justera värdena med hjälp av styrrattarna. Den andra strömnivån visas som en grå linje på diagrammet över trådmatningshastighet.
Figur: Växla DPulse (1) ) / Växla DPulse (2)
Du kan specificera minimi-och maximivärdena för trådmatningshastigheten. De visas som vita pluggar bredvid diagrammet.
Figur: Minimi- och maximipluggarna.
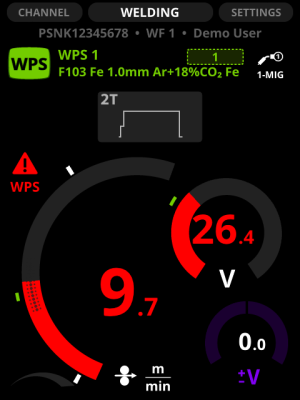
Parameterområdena för svetsströms- och spänningskurvorna som specificeras i svetsdatabladet (WPS) visas som en grön kurva mellan stoppen. Stoppen sitter som standard överst och nederst i det specificerade svetsdatabladsområdet, men du kan justera dem efter önskemål: minska området eller svetsa utanför det specificerade området.
Figur: Min- och maxstopp för WPS.

Om du justerar trådmatningshastigheten eller spänningen till värden som ligger utanför svetsdatabladsområdet, blir parameterkurvan röd och en varningssymbol dyker upp på displayen.

|
Om du har installerat WeldEye, så sparas data som oanvändbara även om svetsjobbet kräver dessa värden. |
Figur: Värden utanför området som specificerats i svetsdatabladet (WPS).