Standardowe procesy MIG w urządzeniu X8 MIG Welder
Procesy opisane w tym rozdziale są dostępne po wybraniu trybu spawania MIG. Więcej informacji na temat wyboru trybu MIG: Wybieranie programu spawania.
Pracę z danym procesem najłatwiej jest rozpocząć przez wybranie kanału pamięci z programem spawalniczym wykorzystującym ten proces. Więcej informacji: Widoki panelu Control Pad: Kanał.
Lista parametrów, które można regulować w menu Ustawienia > Parametry, zależy od wybranego programu spawania.
MIG

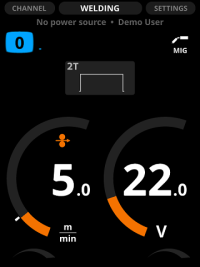
MIG to konwencjonalny proces spawania MIG/MAG obsługiwany 2 pokrętłami, który umożliwia niezależną regulację prędkości podawania drutu i napięcia. W trybie MIG funkcje Wise są niedostępne.
Aby wyregulować prędkość podawania drutu, włącz widok Spawanie w zdalnym panelu Control Pad i obróć lewe pokrętło.
Aby wyregulować napięcie, włącz widok Spawanie w zdalnym panelu Control Pad i obróć prawe pokrętło.
Ilustracja: Widok spawania MIG
Podczas spawania MIG w menu Ustawienia > Parametry można modyfikować następujące parametry:
| • | Prędkość podawania drutu |
>> min.: regulacja minimalnej zadanej prędkości podawania drutu;
>> maks.: regulacja maksymalnej zadanej prędkości podawania drutu;
| • | Napięcie: regulacja napięcia (długość łuku). |
| • | Dynamika: od -10 do +10. Regulacja charakterystyki zwarcia. Przy wartościach ujemnych łuk jest bardziej miękki (mniej rozprysku). Przy wartościach dodatnich łuk jest bardziej twardy (i stabilniejszy). |
| • | Moc startowa: od -30 do +30. Regulacja mocy podczas zajarzenia łuku. |
1-MIG

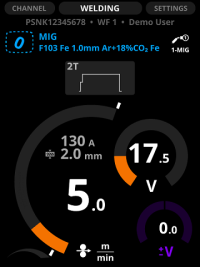
1-MIG to synergiczny proces spawania MIG/MAG: gdy regulujesz prędkość podawania drutu, źródło prądu automatycznie dostosowuje napięcie. Proces jest przeznaczony do spawania wszystkich materiałów z użyciem wszystkich gazów osłonowych i w dowolnej pozycji. Proces 1-MIG umożliwia korzystanie z funkcji WiseSteel, WisePenetration+ i WiseFusion, jak również zoptymalizowanych programów spawania.
Aby wyregulować moc / prędkość podawania drutu podczas spawania, włącz widok Spawanie w zdalnym sterowaniu Control Pad i obróć lewe pokrętło.
Aby wyregulować napięcie podczas spawania, włącz widok Spawanie w zdalnym sterowaniu Control Pad i obróć prawe pokrętło.
Ilustracja: Widok spawania 1-MIG
Podczas spawania 1-MIG w menu Ustawienia > Parametry można modyfikować następujące parametry:
| • | Prędkość podawania drutu |
>> min.: regulacja minimalnej zadanej prędkości podawania drutu;
>> maks.: regulacja maksymalnej zadanej prędkości podawania drutu;
| • | Dostrajanie procesu: regulacja napięcia (długość łuku). |
| • | Dynamika: od -10 do +10. Regulacja charakterystyki zwarcia. Przy wartościach ujemnych łuk jest bardziej miękki (mniej rozprysku). Przy wartościach dodatnich łuk jest bardziej twardy (i stabilniejszy). |
| • | Moc startowa: od -30 do +30. Regulacja mocy podczas zajarzenia łuku. |
| • | Poziom startowy: od -30 do +30. Precyzyjne dostrajanie długości łuku podczas zajarzenia. |
| • | Moc końcowa: od -30 do +30. Regulacja mocy podczas gaszenia łuku. |
Puls.

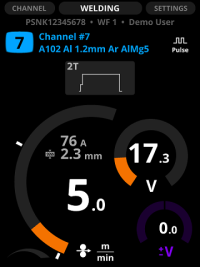
Puls to synergiczny proces spawania MIG/MAG prądem pulsującym pomiędzy prądem tła a prądem impulsu. Jego zalety to wyższe wartości prędkości spawania oraz współczynnika nadtapiania niż w przypadku spawania łukiem zwarciowym, mniejsza ilość wprowadzanego ciepła niż w przypadku spawania łukiem natryskowym, wolny od odprysków łuk globularny i gładka powierzchnia spoiny. Procesu tego można użyć we wszystkich pozycjach spawania. Doskonale sprawdza się w przypadku spawania aluminium i stali nierdzewnej, szczególnie gdy element spawany jest cienki.
Proces Puls umożliwia korzystanie z WisePenetration+ i WiseFusion, jak również zoptymalizowanych programów spawania.
Aby wyregulować moc / prędkość podawania drutu podczas spawania, włącz widok Spawanie w zdalnym sterowaniu Control Pad i obróć lewe pokrętło.
Aby wyregulować napięcie podczas spawania, włącz widok Spawanie w zdalnym sterowaniu Control Pad i obróć prawe pokrętło.
Ilustracja: Widok spawania Puls
Gdy regulujesz prędkość podawania drutu, źródło prądu automatycznie dostosowuje napięcie i pozostałe parametry (np. prąd tła, prąd impulsu i częstotliwość). W menu Ustawienia > Parametry można także modyfikować następujące parametry:
| • | Prędkość podawania drutu |
>> min.: regulacja minimalnej zadanej prędkości podawania drutu;
>> maks.: regulacja maksymalnej zadanej prędkości podawania drutu;
| • | Dostrajanie procesu: regulacja napięcia (długość łuku). |
| • | % prądu impulsu: reguluje prąd szczytowy. Służy do kontrolowania momentu oderwania się kropli. |
| • | Dynamika: regulacja charakterystyki zwarcia. Przy wartościach ujemnych łuk jest bardziej miękki (mniej rozprysku). Przy wartościach dodatnich łuk jest bardziej twardy (i stabilniejszy). |
| • | Moc startowa: od -30 do +30. Regulacja mocy podczas zajarzenia łuku. |
| • | Poziom startowy: od -30 do +30. Precyzyjne dostrajanie długości łuku podczas zajarzenia. |
| • | Moc końcowa: od -30 do +30. Regulacja mocy podczas gaszenia łuku. |
DPulse

DPulse to proces spawania impulsowego z dwoma poziomami mocy. Parametry spawania każdego poziomu można regulować niezależnie. Do przełączania się pomiędzy poziomem 1 i 2 w widoku Spawanie służy lewy przycisk zdalnego sterowania Control Pad. Nieaktywny poziom mocy jest wyświetlany w postaci szarej linii na wykresie prędkości podawania drutu.
Ilustracja: Widok spawania DPulse
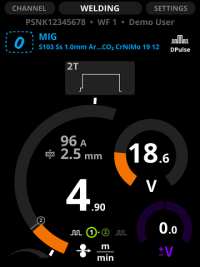
Aby wyregulować moc / prędkość podawania drutu podczas spawania, włącz widok Spawanie w zdalnym sterowaniu Control Pad i obróć lewe pokrętło.
Aby wyregulować napięcie podczas spawania, włącz widok Spawanie w zdalnym sterowaniu Control Pad i obróć prawe pokrętło.
Podczas spawania DPulse w menu Ustawienia > Parametry można modyfikować następujące parametry:
| • | Prędkość podawania drutu: regulacja prędkości podawania drutu dla poziomu 1. |
>> min.: regulacja minimalnej zadanej prędkości podawania drutu;
>> maks.: regulacja maksymalnej zadanej prędkości podawania drutu;
| • | Dostrajanie procesu: regulacja napięcia (długość łuku). |
| • | Dynamika: regulacja charakterystyki zwarcia. Przy wartościach ujemnych łuk jest bardziej miękki (mniej rozprysku). Przy wartościach dodatnich łuk jest bardziej twardy (i stabilniejszy). |
| • | % prądu impulsu: od -10 do +15. reguluje prąd szczytowy. Służy do kontrolowania momentu oderwania się kropli. |
| • | Moc startowa: od -30 do +30. Regulacja mocy podczas zajarzenia łuku. |
| • | Poziom startowy: od -30 do +30. Precyzyjne dostrajanie długości łuku podczas zajarzenia. |
| • | Moc końcowa: od -30 do +30. Regulacja mocy podczas gaszenia łuku. |
W menu Ustawienia > DPulse można modyfikować następujące parametry:
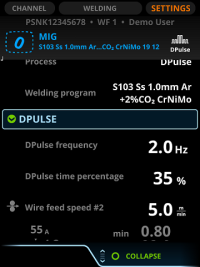
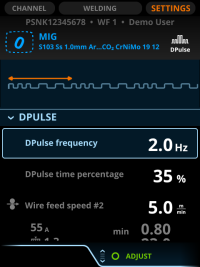
| • | Częstotliwość DPulse: częstotliwość wahań mocy pomiędzy dwoma poziomami. |
| • | % czasu DPulse: względny czas stosowania poziomu mocy przy poziomie 1 prędkości podawania drutu. |
| • | Prędkość podawania drutu nr 2: regulacja prędkości podawania drutu dla poziomu 2. |
>> min.: regulacja minimalnej zadanej prędkości podawania drutu;
>> maks.: regulacja maksymalnej zadanej prędkości podawania drutu;
| • | Dostrajanie procesu nr 2: precyzyjne dostrajanie napięcia dla poziomu 2. |
Proces DPulse umożliwia pracę z funkcją WiseFusion oraz różnymi zoptymalizowanymi programami spawania.