AP/APC 控制面板:设备设置
更改设置
| 1. | 旋转右侧控制旋钮,突出显示所需的设置参数。 |
| 2. | 按下右侧控制旋钮,选择要调节的设置参数。 |
| 3. | 旋转右侧控制旋钮,选择设置值。 |
>>根据要调节的设置参数,参见下面的设置表格,了解更多详细信息。
| 4. | 确认新值/选择,并通过按下右侧的控制旋钮关闭调节视图。 |
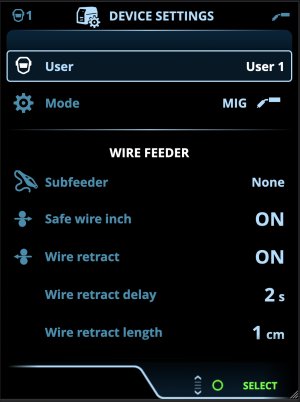
用户
可以为最多 10 位不同用户定制系统设置。除系统设置外,储存通道也是用户特定的。每个用户都可以拥有最多 100 个 MIG 通道、10 个 TIG 通道、10 个 MMA 通道和 10 个气刨通道。会为已登录用户自动保存储存通道和系统设置。
设置
| 参数 | 参数值 | 说明 |
|---|---|---|
| 用户 | 当前用户 | 系统中始终都会有一个已登录用户。新用户登录时,之前的用户将自动注销。 如果是混合双送丝机安装(其他送丝机采用 Manual 模式),用户 1 将被自动应用,并且用户更改会被禁用。 |
| 模式 | MIG/TIG/MMA/气刨 | 注意:对于氩弧焊,必须切换极性 (+/-)。请参阅 安装电缆(X5 WF 200、X5 WF 300、X5 WF HD300) 了解更多信息。 |
| 演示时间 | 关/开 | 演示时间功能允许您在没有许可证的情况下在有限的时间内试用可选的焊接特性和功能。可用的总演示时间为 3 小时。只有在您使用需要许可证的焊接功能进行焊接时,才会计入演示时间。当演示时间设置为 ON(打开)时,剩余时间会显示在显示屏上。 |
| 设置锁定 | 未使用/解锁/锁定 | 设置锁定用于限制对一组预定义的焊接参数和设备设置进行更改。打开此功能后,可在设备设置中锁定和解锁设置。可以为设置锁设置 PIN 码。请参阅 设置锁定 了解更多信息。 |
| 遥控 | 关闭 / 手持遥控 / 焊枪遥控 默认 = 关 |
如果未连接遥控器,则此选择不可用。 注意:此设置不影响 HR55 遥控,也不受 HR55 遥控的影响。 |
| 遥控模式 (带 1 钮遥控器) |
送丝速度或电流/通道 | 这决定了哪些数据会随着遥控、焊接参数或储存通道而改变(可用通道:1...5)。参数是工艺特定的。 如果未连接控制器且未选择遥控器,则此选择将不可用。 注意(2 旋钮遥控):当遥控模式设置为“通道”时,只有左遥控旋钮起作用。 注意:如果同时连接了 HR55 遥控器,则无法使用 HR55 遥控器调节此处选择的参数。 |
| 遥控模式 (带 2 钮遥控器) |
焊接参数/通道 | |
| 超长送丝系统 (在 MIG 模式下,并且仅与 X5 Wire Feeder 300/HD300 一起提供) |
超长送丝系统型号/无 默认 = 无 |
如果连接了兼容的超长送丝系统,则从列表中选择超长送丝系统。 兼容的超长送丝系统: SuperSnake GTX(10m、15m、20m、25m)、Binzel PP401D、Binzel PP36D。 |
| 安全冷送丝 (仅 MIG) |
关/开 | 当打开且电弧未点燃时,填充焊丝被送入 5 cm。当关闭时,填充焊丝被送入 5 m。 |
| 焊丝回抽 | 关/开 | 这是自动焊丝回抽功能。电弧熄灭后,为了安全起见,将焊丝回抽。用户可以更改焊丝回抽延迟和长度设置。 注意:如果连接了中继送丝机,焊丝回抽功能将被禁用。 |
| - 焊丝回抽延时 | 2...10s,步长 1 默认 = 5s |
|
| - 焊丝回抽长度 | 1...10cm,步长 1 默认 = 2cm |
|
| 语言 | 可用语言 | 这使用户可以从可用语言列表中选择控制面板语言。 |
| 焊接数据时间 | 0...30 s,步进 1 0 = 关闭 默认 = 5s |
这定义了每次焊接后是否显示焊接数据摘要以及显示的时间。 |
| 焊接数据平均值 | 无爬坡/整个焊接 默认 = 无爬坡 |
此功能可以让用户更改焊接数据平均值的计算方式:在焊接开始和结束时带或不带爬坡阶段。 该设置会影响以下平均值的计算:焊接电压(端子和电弧电压)、焊接电流、焊接功率和送丝速度。 |
| 亮度 | 1...10 | 控制面板显示屏亮度。 |
| 日期 | 当前日期 | 数据设置。 |
| 时间(24 小时制) | 当前时间 | 时间设置为 24 小时格式。 |
| 屏幕保护程序 | 关闭/1...120 分钟,步长 1 默认 = 5 min |
屏幕保护图像在设定的时间段后显示在显示屏上。默认情况下,会显示 Kemppi 徽标。要更改屏幕保护程序图像,请参阅 USB 更新。 |
| 显示关闭 | 关闭/1...120 分钟,步长 1 默认 = 5 min |
控制面板显示屏在设定的时间段后关闭。显示屏关闭时,右控制旋钮灯将亮起。 |
| 电缆校准 (仅 MIG) |
开始/取消 | 还会显示之前校准的日期和时间以及校准信息。 参见 校准焊接电缆,了解电缆校准。 |
| 水冷 | 关/自动/开 默认 = 自动 |
选择打开时,冷却液连续循环,选择 Auto 时,冷却液仅在焊接过程中循环。 |
| 气流量检测 | 关/开 默认 = 关闭 |
气流量检测防止在没有保护气的情况下进行焊接。如果未安装气流量检测器,则无法使用此设置。 |
| VRD (仅 MMA 和气刨时) |
关闭/12V/24V 默认 = 关 |
降压装置 (VRD) 可降低开路电压,使其保持在一定的电压值以下。 |
| 备份 | (选择) | 这使您可以将设置保存在连接的 USB 记忆棒上。 |
| 恢复 | (选择) | 这使您可以从连接的 USB 记忆棒恢复设置。 |
| 重置为出厂设置 | 开始/取消 默认 = 取消 |
这会将设备重置为出厂设置。 |