Sıcak çalıştırma ve Çukur dolgu fonksiyonları
X5 Manual tel besleyici modellerinde Çukur dolgu işlevini kullanabilir ve kontrol paneli üzerindeki Ayarlar menüsü düğmesine basarak parametrelerini ayarlayabilirsiniz (X5 Manual kontrol panelini kullanma).
X5 AP/APC tel besleyici modellerinde Sıcak çalıştırma ve Çukur dolgu fonksiyonlarını kullanabilir ve parametrelerini Kaynak parametreleri görünümünden ayarlayabilirsiniz (AP/APC kontrol paneli: Kaynak parametreleri).
Genel olarak tetik mantığı işlevleri için bkz. Tetik mantığı işlevleri.
Sıcak çalıştırma (Sıcak başlangıç)
Sıcak çalıştırma işlevini kullandığınızda kaynak, kaynak işinin geri kalanı için kullanılan değerlerden farklı parametre değerleriyle başlar. Bu işlevsellik, örneğin başlangıçta ekstra güç (ısı) kullanmanın kaynağın yüksek kalitesini sağlamaya yardımcı olduğu kalın malzemelerin kaynağında kullanılabilir.
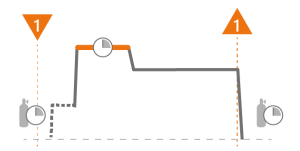
2T tetik mantığı kullanımdayken, Sıcak çalıştırma önceden tanımlanan süre boyunca devam eder.
2T ile Sıcak çalıştırma:
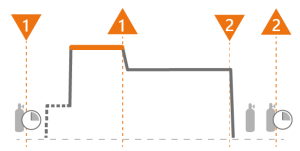
4T tetik mantığı kullanıldığında, Sıcak çalıştırma tetiğe basıldığında ve kaynak başladığında başlar ve tetik bırakılana kadar sürer.
4T ile Sıcak çalıştırma:
Ek notlar:
| • | Sıcak çalıştırma eğim süresi ayarı, Sıcak çalıştırma aşamasından normal kaynak akım seviyesine geçiş süresini ayarlar. |
| • | Sıcak çalıştırma seviyesi ve zamanı sadece 2T tetikleme mantığında ayarlanabilir. |
| • | Sıcak çalıştırma ince ayarı (gerilim) 1-MIG, darbe, DPulse, WiseThin+ ve Max Speed prosesleri ile ayarlanabilir. |
Çukur dolgu
Yüksek güçle kaynak yaparken, genellikle kaynağın sonunda bir çukur oluşur. Çukur dolgu işlemi, kaynak işinin sonunda kaynak gücünü / tel besleme hızını kademeli olarak azaltır, böylece çukur daha düşük bir güç seviyesi kullanılarak doldurulabilir.
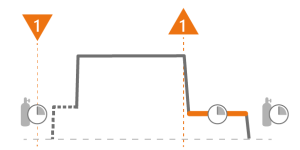
2T tetik mantığı kullanımdayken, tetik bırakılması Çukur dolgu sırasını başlatır. Çukur dolgu önceden tanımlanan süre boyunca devam eder.
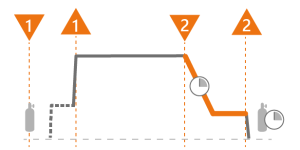
Otomatik/sinerjik MIG işlemleri ve 2T ile çukur doldurma:
Manuel MIG işlemi ve 2T ile çukur dolgu:
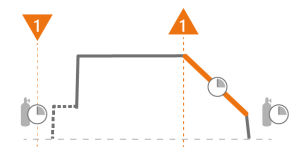
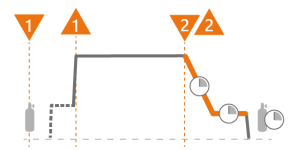
4T tetik mantığı kullanıldığında, kaynak sırasında tetiğe basıldığında Çukur dolgu sekansı başlatılır. Sistem, tetik bırakılana kadar Çukur dolgu bitirme seviyesinde kalır. Tetiğin bırakılması Çukur dolgu işlemini hemen bitirir.
4T ile Çukur Dolgu:
Ek notlar:
| • | Çukur doldurma ince ayarı (gerilim) 1-MIG, darbe, DPulse, WiseThin+ ve MaxSpeed işlemleri ile ayarlanabilir. |
| • | Manuel MIG işleminde, çukur dolgusu süresi, tel besleme hızı ve voltajı ayarlanabilir, ancak çukur dolgusu seviyesi ayarları mevcut değildir. |
| • | Otomatik/sinerjik MIG işlemlerinde, çukur dolgusu ince ayarı, süresi ve seviyesi ayarlanabilir, ancak çukur dolgusu tel besleme hızı ve voltaj ayarları mevcut değildir. |
Zamanlayıcı ile çukur doldurma
Çukur dolgu'nun zamanlayıcı seçeneği 4T tetik mantığı ile ve sadece otomatik/sinerjik MIG işlemlerinde kullanılabilir. Çukur dolgusu bitiş seviyesi için sabit bir süre ayarlanmasını sağlar. Zamanlayıcılı çukur dolgusu fonksiyonu seçildiğinde ve çukur dolgu bitiş seviyesi süresi ayarlandığında, tetik basılı tutulsa bile çukur dolgusu sırası önceden ayarlanan süre sonunda duracaktır.
Zamanlayıcı modunda, çukur dolgu bitiş seviyesi süresi parametresi bitiş seviyesinin süresini etkiler ve çukur dolgusu süresi parametresi eğim süresini etkiler (kaynak seviyesi veya çukur dolgusu başlangıç seviyesinden bitiş seviyesine geçiş süresi).
Çukur doldurma işlemi sırasında tetik bırakılır ve ardından tekrar basılırsa çukur dolgu durdurulur.
Ek notlar:
| • | Otomatik/sinerjik MIG işlemlerinde, çukur dolgusu ince ayarı, süresi ve seviyesi ayarlanabilir, ancak çukur dolgusu tel besleme hızı ve voltaj ayarları mevcut değildir. |
| • | Çukur doldurma ince ayarı (gerilim) 1-MIG, darbe, DPulse, WiseThin+ ve MaxSpeed işlemleri ile ayarlanabilir. |
Semboller:

|
Fonksiyon |

|
Tetiğe basın (aşağı) |

|
Akma başlangıcı |

|
Tetik bırakma (yukarı) |

|
Süreyi ayarla |

|
Gaz öncesi / gaz sonrası |