Установка и замена проволоки (X5 WF HD300)
В этом разделе описывается способ установки проволоки и катушки на X5 Wire Feeder HD300.

|
Перед установкой катушки проволоки подключите сварочную горелку к механизму подачи проволоки. |
|
|
При замене катушки проволоки перед снятием катушки удалите оставшуюся присадочную проволоку из сварочной горелки и проволокоподающего механизма. |
Для снятия катушки проволоки:
|
1.
|
Откройте дверцу шкафа механизма подачи проволоки. |
|
2.
|
Ослабьте и снимите крепление катушки и снимите катушку с проволокой. |
Для установки новой катушки проволоки:
|
1.
|
Откройте дверцу шкафа механизма подачи проволоки. |
|
2.
|
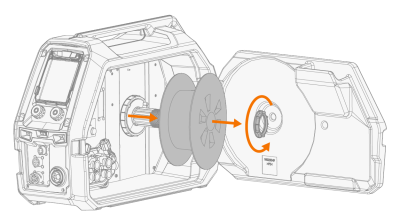
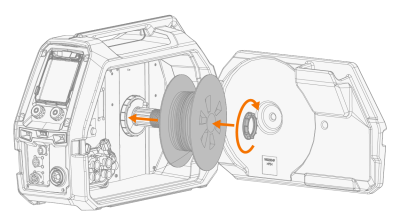
Вставьте катушку с проволокой во втулку катушки. Закрепите катушку с проволокой, вставив и затянув крепление катушки. |

|
Убедитесь, что катушка проволоки правильно направлена, присадочная проволока выходит с нижней части катушки в подающие ролики. |
|
3.
|
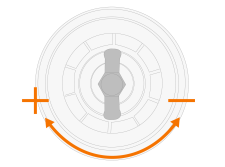
При необходимости отрегулируйте тормоз катушки, повернув ручку натяжения тормоза катушки в центре втулки катушки. |
Для установки присадочной проволоки:
|
1.
|
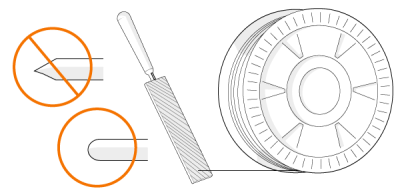
Освободите конец присадочной проволоки из катушки и обрежьте деформированный участок, чтобы конец проволоки был ровным. |
|
|
Следите, чтобы при освобождении присадочная проволока не соскальзывала с катушки. |
|
2.
|
Обработайте напильником конец присадочной проволоки до ровного состояния. |

|
Острые кромки на присадочной проволоке могут повредить направляющий канал. |
|
3.
|
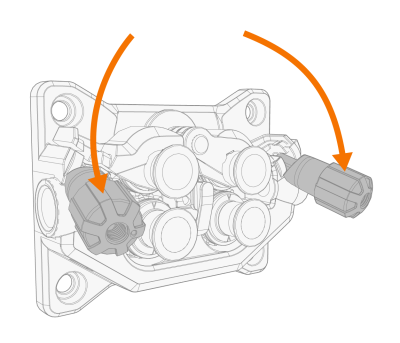
Освободите прижимные рычаги, чтобы раздвинуть подающие ролики. |
|
4.
|
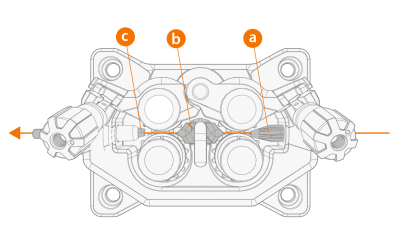
Пропустите присадочную проволоку через входную трубку (a) и среднюю направляющую трубку (b) и в выходную трубку (c), которая направляет присадочную проволоку к сварочной горелке. |
|
5.
|
Вставьте присадочную проволоку от руки в горелку, чтобы проволока доходила до направляющего канала (примерно 20 см). |
|
6.
|
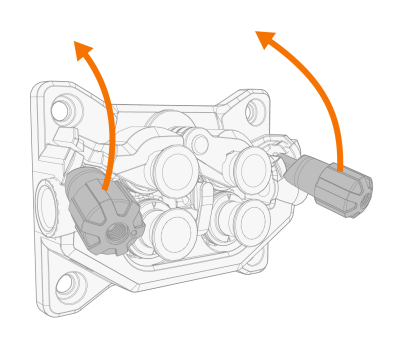
Закройте прижимные рычаги, чтобы присадочная проволока была зажата между подающими роликами. Убедитесь, что присадочная проволока проходит по канавкам подающих роликов. |
|
7.
|
Отрегулируйте прижимное усилие подающих роликов с помощью колес регулировки усилия прижима. К обеим парам подающих роликов прикладывается одно и то же прижимное усилие. |
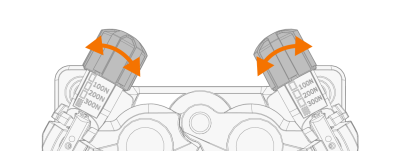
Градуированная шкала на ручке прижимного усилия указывает усилие, прикладываемое к подающим роликам. Отрегулируйте прижимное усилие подающих роликов в соответствии с приведенной ниже таблицей.
| Сплошная Fe/Ss |
V-образная канавка

|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| С металлическим наполнителем и с флюсовым наполнителем (MC/FC) |
V-образная канавка, накатанная
 |
≥ 1.2 |
1.0−2.0 |
| Самозащитная (безгазовая) |
V-образная канавка, накатанная
|
≥ 1.6 |
2.0−3.0 |
| Алюминий |
U-образная канавка
 |
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
| 1.4 |
1.5−2.0 |
| ≥ 1.6 |
2.0−2.5 |
|
|
Чрезмерное прижимное усилие приводит к расплющиванию присадочной проволоки и повреждению проволоки с покрытием или наполнителем. Кроме того, чрезмерное прижимное усилие приводит к повышенному износу подающих роликов и повышает нагрузку на редуктор. |
|
8.
|
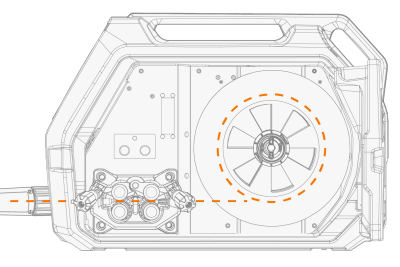
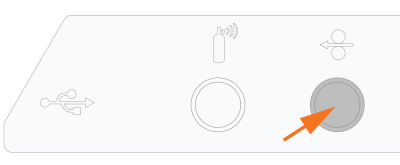
Нажмите кнопку протяжки проволоки, чтобы протянуть присадочную проволоку в сварочную горелку. Остановите протяжку, когда проволока дойдет до контактного наконечника сварочной горелки. |

|
Будьте осторожны, когда проволока доходит до контактного наконечника и выходит из горелки. |
|
9.
|
Перед сваркой убедитесь, что параметры сварки и настройки на панели управления соответствуют планируемой сварочной операции. |
>> Более подробная информация приведена в разделе Использование панели управления X5 AP/APC.