Panou de control AP/APC: Parametri de sudare
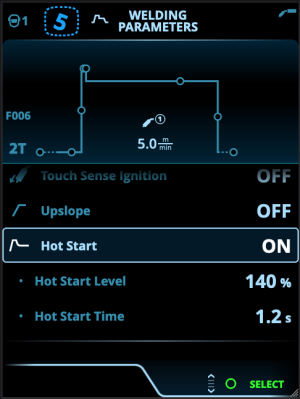
Vizualizarea Parametri de sudare include o curbă de pornire și oprire pentru vizualizarea și ajustarea celor mai importanți parametri pentru o sudură. Secțiunea din partea de jos a vizualizării afișează reglajele disponibile pentru procesul de sudare selectat. Selecția procesului de sudare se bazează pe canalul de memorie activ și pe setările acestuia.

|
Mulți dintre parametrii de sudură sunt specifici procesului de sudură și sunt vizibili și disponibili pentru reglare în mod corespunzător. |
Ajustarea parametrilor de sudare
| 1. | Răsuciți butonul drept de control pentru a evidenția parametrul de sudură dorit. |
| 2. | Apăsați butonul drept de control pentru a selecta parametrul de sudare pentru reglare. |
| 3. | Răsuciți butonul drept de control pentru a regla valoarea parametrului de sudură. |
>> În funcție de parametrul care urmează să fie reglat, consultați și tabelul cu Parametrii de sudare de mai jos pentru mai multe detalii.
| 4. | Confirmați noua valoare/selecție și închideți vizualizarea de reglare apăsând butonul drept de control. |
Salvarea parametrilor de sudare pentru utilizarea ulterioară
Un canal de lucru este creat automat pentru modificarea parametrilor de sudare. Pentru a salva parametrii de sudare setați pe un canal de memorie, efectuați una dintre următoarele:
| • | Opțiunea de alegere rapidă a canalului activ: mențineți butonul de comandă rapidă pentru Channels (Canale) apăsat timp de aproximativ 2 secunde. |
>> Acest lucru va salva setările parametrilor pe canalul activ la acel moment, înlocuind setările anterioare ale parametrilor.
| • | Opțiunea utilizând vizualizarea Canale: accesați vizualizarea Channels (Canale) și salvați setările parametrilor pe un canal nou. |
>> Consultați Panou de control AP/APC: Canale pentru informații suplimentare.
Descrierile parametrilor și funcțiilor de sudare
![]() Parametrii de sudare MIG și 1-MIG
Parametrii de sudare MIG și 1-MIG
Parametrii enumerați aici sunt disponibili pentru a fi reglați cu procesele MIG și 1-MIG.
Parametrii enumerați aici sunt disponibili pentru a fi reglați cu procesul 1-MIG.
![]() Parametri de sudare pentru Pulse/DPulse
Parametri de sudare pentru Pulse/DPulse
Parametrii enumerați aici sunt disponibili pentru a fi reglați suplimentar parametrilor de sudură MIG și 1-MIG atunci când este conectată o sursă de alimentare X5 pulse. DPulse = Proces cu impulsuri duble.
Parametrii enumerați aici sunt specifici procesului MAX Speed.
Parametrii enumerați aici sunt specifici procesului MAX Position.
Parametrii enumerați aici sunt disponibili pentru a fi reglați cu procesul TIG.
Parametrii enumerați aici sunt disponibili pentru a fi reglați cu procesul MMA.
Parametrii enumerați aici sunt disponibili pentru reglare cu procesul de dăltuire.
Pentru mai multe informații despre caracteristicile și funcțiile suplimentare de sudură, consultați Îndrumări suplimentare despre funcții și caracteristici.