Painel de controle AP/APC: Parâmetros de soldagem
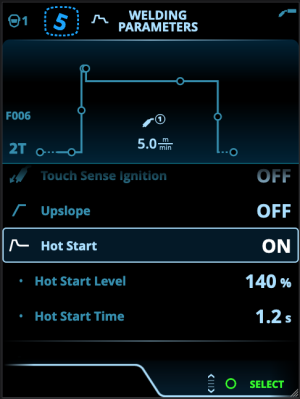
A visualização dos parâmetros de soldagem inclui uma curva de início e parada para visualizar e ajustar os parâmetros mais essenciais para uma solda. A seção inferior da visualização lista os ajustes disponíveis para o processo de soldagem selecionado. A seleção do processo de soldagem é baseada no canal de memória ativo e suas configurações.

|
Muitos dos parâmetros de soldagem são específicos do processo de soldagem e estão visíveis e disponíveis para ajuste. |
Ajuste de parâmetros de soldagem
| 1. | Gire o botão de controle da direita para destacar o parâmetro de soldagem desejado. |
| 2. | Pressione o botão de controle da direita para selecionar o parâmetro de soldagem a ser ajustado. |
| 3. | Gire o botão de controle da direita para ajustar o valor do parâmetro de soldagem. |
>> Dependendo do parâmetro a ser ajustado, consulte também a tabela de parâmetros de soldagem abaixo para obter mais detalhes.
| 4. | Confirme o novo valor/seleção e feche a visualização de ajuste pressionando o botão de controle da direita. |
Como salvar parâmetros de soldagem para uso posterior
Um canal de trabalho é criado automaticamente para os parâmetros de soldagem alterados. Para salvar os parâmetros de soldagem definidos em um canal de memória, siga um destes procedimentos:
| • | Opção rápida de ativação de canal: mantenha o botão de atalho Canais pressionado por aproximadamente dois segundos. |
>> Isso salvará as configurações de parâmetro no canal atualmente ativo, substituindo as configurações de parâmetro anteriores.
| • | Opção de visualização de canais: vá para a visualização de canais e salve as configurações de parâmetro em um novo canal. |
>> Consulte Painel de controle AP/APC: Canais para obter mais informações.
Parâmetros de soldagem e descrições de recursos
![]() Parâmetros da soldagem MIG e 1-MIG
Parâmetros da soldagem MIG e 1-MIG
Os parâmetros listados aqui estão disponíveis para ajuste com os processos MIG e 1-MIG.
Os parâmetros listados aqui estão disponíveis para ajuste com o processo 1-MIG.
![]() Parâmetros da soldagem Pulso/DPulse
Parâmetros da soldagem Pulso/DPulse
Os parâmetros listados aqui estão disponíveis para ajuste além dos parâmetros de soldagem MIG e 1-MIG quando uma fonte de alimentação de pulso X5 está conectada. DPulse = Processo duplo pulsado.
Os parâmetros listados aqui são específicos do processo MAX Speed.
Os parâmetros listados aqui são específicos do processo MAX Position.
Os parâmetros listados aqui estão disponíveis para ajuste com o processo TIG.
Os parâmetros listados aqui estão disponíveis para ajuste com o processo MMA.
Os parâmetros listados aqui estão disponíveis para ajuste com o processo de goivagem.
Para obter mais informações sobre os recursos e funções adicionais de soldagem, consulte Orientação adicional sobre funções e recursos.