Kalibrering af svejsekabel
Med X3 FastMig kan svejsekablets modstand måles ved hjælp af den indbyggede kabelkalibreringsfunktion uden ekstra målekabel. Denne kalibreringsfunktion findes kun i MIG driftstilstanden.

|
Kalibreringen skal udføres, når maskinen aldrig har været svejset før, eller når den samlede længde af svejsebrænderen, mellemkablet og returkablet er ændret med mindst 5 meter. |
| 1. | Tilslut returkablet mellem strømkilden og arbejdsemnet. |
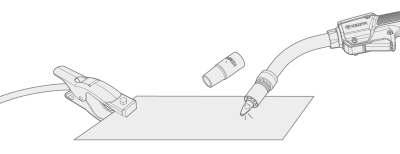
| 2. | Fjern MIG-svejsebrænderens gaskop. |
| 3. | Tilslut MIG-svejsebrænderen til trådboksen. |
| 4. | Tænd svejseudstyret. |
| 5. | Tryk på kabelkalibreringsknappen på betjeningspanelet (langt tryk på trådfødningsknappen til opsætning af svejsetråd og beskyttelsesgas). |

>> For mere information om X3-trådboksens panel, se X3-betjeningspanel.
| 6. | Tryk på reguleringsknappen i betjeningspanelet for at starte, og rør ved det rensede arbejdsemne med MIG-svejsebrænderens kontaktdyse. |
>> Følg statuslinjen på betjeningspanelets display.

|
|
Der er ingen grund til at trykke på brænderkontakten. Brænderkontakten er deaktiveret på dette trin. |
Når du er færdig, vises kalibreringsværdierne (modstand og induktans) på skærmen.
