Regulacja docisku rolek podających
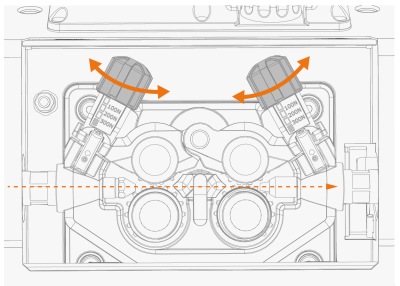
Wyreguluj docisk rolek podających pokrętłami do regulacji docisku zamontowanymi na ramionach dociskowych. Ustaw docisk tak, aby lekkie przytrzymanie ręką drutu wysuwającego się z końcówki prądowej uchwytu nie zakłócało podawania.

|
Druty o mniejszych średnicach i bardziej miękkie wymagają mniejszego docisku. Więcej informacji podano w tabeli na końcu tego rozdziału. |
| 1. | Jeśli nie zostały jeszcze zamontowane, należy zainstalować rolki podające drut zgodnie z opisem w punkcie Montaż podajnika pośredniego. |
| 2. | Wyreguluj docisk rolek podających pokrętłami regulacji nacisku. Docisk w obu parach rolek jest taki sam. |
>> Obok regulatora docisku znajduje się podziałka z siłą podaną w newtonach (N).
>> Prawidłową siłę docisku podano w tabeli pod koniec tego rozdziału.

|
Zbyt silny docisk powoduje spłaszczenie drutu elektrodowego, a w przypadku drutów powlekanych i rdzeniowych – również jego uszkodzenie. Zbyt duży docisk powoduje także szybsze zużywanie się rolek podających i większe obciążenie przekładni. |
|
|
Podczas korzystania z podajnika pośredniego SuperSnake GTX04HD nie zaleca się używania rolek karbowanych w głównym podajniku drutu. |
|
|
Gdy w ustawieniach urządzenia spawalniczego X5 FastMig wybrany jest podajnik pośredni SuperSnake GTX04HD, funkcja wysuwu drutu automatycznie poda drut do systemu po naciśnięciu przycisku wysuwu drutu na panelu podajnika drutu. |
| Drut elektrodowy | Profil rolki podającej | Średnica drutu elektrodowego (mm) | Regulacja (x100 N) |
|---|---|---|---|
| Fe/Ss lity | V-kształtna |
0.8-1.0 | 1.5−2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| O rdzeniu proszkowym i metalicznym (MC, FC) | V-kształtna, karbowana |
≥ 1.2 | 1.0−2.0 |
| Samoosłonowe (bezgazowe) | V-kształtna, karbowana |
≥ 1.6 | 2.0−3.0 |
| Al | U-kształtna |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 | ||
| 1.4 | 1.5−2.0 | ||
| ≥ 1.6 | 2.0−2.5 |