焊接参数
焊接参数视图包括一条开始和停止曲线,用于可视化和调整焊接参数。按下控制面板上的焊接参数和 TIG HF 引弧按钮,即可访问焊接参数(参见 Minarc T 223 ACDC 控制面板).

|
许多焊接参数是针对特定焊接工艺的,可视并可进行相应调整。 |
参数在“焊接参数”表中进行了说明。
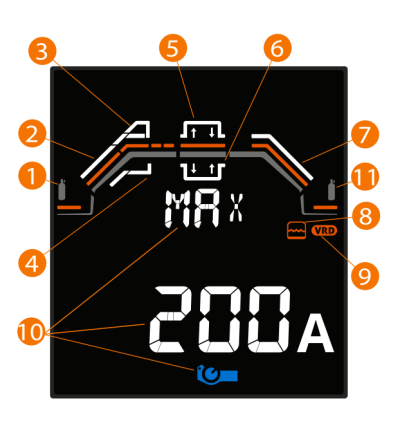
| 1. | 提前送气 |
| 2. | 上坡时间 |
| 3. | 热起弧,正值 |
| 4. | 热起弧,负值 |
| 5. | Minilog, 正值 |
| 6. | Minilog,负值 |
| 7. | 下坡 |
| 8. | 水冷却 |
| 9. | VRD |
| 10. | 用于遥控的最小/最大电流限值 |
| 11. | 滞后停气。 |
白线表示参数已打开。橙色线表示参数值当前可调。如果使用参数的自动值,其数值将显示在开始和停止曲线下方。
4T LOG 参数
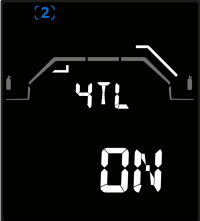
4TL = 4T LOG
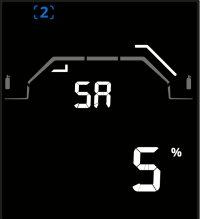
SA = 搜索电弧
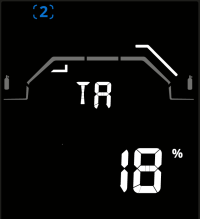
TA = 尾弧
调整焊接参数
| 1. | 转动控制旋钮,使橙色线出现在所需的焊接参数处(此处以上坡参数为例)。 |

| 2. | 按下控制旋钮按钮,选择要调整的焊接参数。 |

| 3. | 旋转控制旋钮调整焊接参数值。 |
| 4. | 按下控制旋钮确认新值/选择。 |
| 提示:当参数值可调时,可以通过长按控制钮按钮选择参数的默认值此操作适用于除水冷和 VRD 以外的所有参数。 |
焊接参数
此处列出的参数可用于调整 TIG 焊接工艺。
此处列出的参数可通过 MMA 焊接工艺进行调整。
此处列出的参数可通过清洁和抛光过程进行调整。