Parametri de sudare
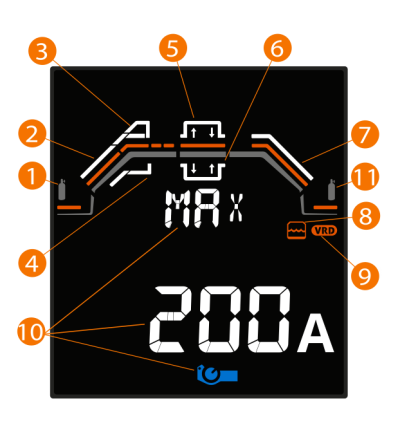
Vizualizarea Parametri de sudare include o curbă de pornire și oprire pentru vizualizarea și ajustarea parametrilor pentru o sudură. Puteți accesa parametrii de sudare apăsând butonul Parametrii de sudare și butonul de aprindere TIG HF de pe panoul de control (consultați Panou de control Minarc T 223 ACDC).

|
Mulți dintre parametrii de sudură sunt specifici procesului de sudură și sunt vizibili și disponibili pentru reglare în mod corespunzător. |
Parametrii sunt explicați în tabelul "Parametrii de sudare".
|
3.
|
Pornire la cald, valori pozitive |
|
4.
|
Pornire la cald, valori negative |
|
5.
|
Minilog, valori pozitive |
|
6.
|
Minilog, valori negative |
|
10.
|
Limita minimă/maximă de curent pentru telecomandă |
Linia albă indică faptul că parametrul este activat. Linia portocalie indică faptul că valoarea parametrului este reglabilă în prezent. Dacă se utilizează valoarea automată a unui parametru, valoarea sa numerică este afișată sub curba de pornire și de oprire.
Parametrii 4T LOG
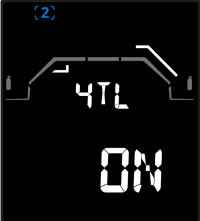
4TL = 4T LOG
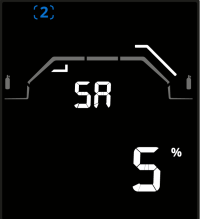
SA = căutare arc
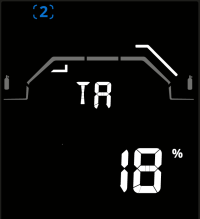
TA = arc pentru crater
Ajustarea parametrilor de sudare
|
1.
|
Rotiți butonul de comandă astfel încât linia portocalie să apară la parametrul de sudare dorit (aici parametrul Creștere curent este folosit ca exemplu). |

|
2.
|
Apăsați butonul de control pentru a selecta parametrul de sudare pe care doriți să-l reglați. |

|
3.
|
Răsuciți butonul de control pentru a regla valoarea parametrului de sudare. |
|
4.
|
Confirmați noua valoare/selecție apăsând butonul de control. |
| Sfat: Când o valoare a parametrului este reglabilă, puteți selecta valoarea implicită a parametrului apăsând lung butonul de control. Acest lucru funcționează pentru toți parametrii, cu excepția răcirii cu apă și VRD. |
Parametri de sudare
 Parametrii de sudare TIG
Parametrii de sudare TIG
Parametrii enumerați aici sunt disponibili pentru reglare cu procesul de sudare TIG.
| Pre gaz |
0.0 ... 10 s, Auto, pasul 0,1
Implicit = Auto
|
Pre-gaz este o funcție de sudare care pornește fluxul de gaz de protecție înainte de aprinderea arcului. Acest lucru asigură faptul că metalul nu ia contact cu aerul la începutul sudării. Utilizată pentru toate metalele, însă în special pentru oțel inoxidabil, aluminiu și titan.
Când este selectată opțiunea Auto, pre-gazul este determinat automat în funcție de curentul de sudare. |
Creștere curent
|
0.0 ... 5 s, pasul 0,1
Implicit = 0 s |
Sudarea ascendentă este o funcție de sudare care determină timpul în care curentul de sudare crește treptat la nivelul de curent de sudare dorit la începutul sudării. |
| Pornire la cald |
PORNIT/OPRIT
Implicit = OPRIT |
Funcție de sudare care utilizează un curent de sudare mai mare sau mai mic la începutul sudurii. După perioada de pornire la cald, curentul se schimbă la nivelul normal de curent de sudare. Acest lucru facilitează pornirea sudurii, mai ales la materialele din aluminiu. Timpul de pornire la cald este utilizat numai în modul de declanșare 2T. |
| - Nivel pornire la cald |
-80 ... +100 %, pasul 1
Implicit = +30%
|
| - Timp pornire la cald |
0.1 ... 9,9 s, pasul 0.1
Implicit = 1,2 s |
| Nivel Minilog |
-99 % ... 125 %, pasul 1
Implicit = -80 % |
Minilog este o funcție de sudare TIG, care permite utilizarea comutatorului pistoletului pentru a comuta între curentul de sudare și curentul Minilog, care poate fi mai mic sau mai mare decât curentul de sudare. Pentru mai multe informații, consultați Moduri de funcționare a butonului pistolului.
Pentru informații despre setarea Minilog la ACTIVAT, consultați Panou de control Minarc T 223 ACDC. |
| 4T LOG (4TL) |
PORNIT/OPRIT
Implicit = OPRIT |
4T LOG este o funcție de sudare TIG, care permite utilizarea butonului pistolului de sudură pentru a porni și opri sudarea și pentru a comuta între nivelurile de curent de sudare.
Arcul de căutare permite utilizarea unui curent mai mic pentru o scurtă perioadă de timp la începutul sudurii. Acest lucru permite începerea cu precizie a sudării.
Arc pentru crater permite utilizarea unui curent mai mic pentru o scurtă perioadă la capătul de sudare. Acest lucru reduce defectele de sudură cauzate de formarea craterelor la capătul sudării.
|
| - Arcul de căutare (SA) |
0 % (OPRIT) / 5 % ... 90 %, pasul 1 %
Implicit = 0 % |
| - Arc pentru crater (TA) |
0 % (OPRIT) / 5 % ... 90 %, pasul 1 %
Implicit = 0 % |
| Reducere curent |
0.0 ... 1.5 s, pasul 0,1
Implicit = 0.1 s |
Reducere curent este o funcție de sudare care determină timpul în care curentul de sudare scade treptat până la nivelul de sfârșit al curentului. |
| Post-gaz |
0.0 ... 9,9 s, Auto, pasul 0.1
Implicit = Auto |
Post-gaz este o funcție de sudare care continuă fluxul de gaz de protecție după stingerea arcului. Acest lucru asigură faptul că sudura fierbinte nu ia contact cu aerul după stingerea arcului, protejând atât sudura, cât și electrodul. Utilizată pentru toate metalele. În special oțelul inoxidabil și titanul necesită un timp post gaz mai mare.
Când este selectată opțiunea Auto, post-gazul este determinat automat în funcție de curentul de sudare. |
| Răcire cu apă |
OPRIT/Auto/PORNIT
Implicit = Auto |
Când este selectat modul PORNIT, lichidul de răcire este circulat continuu, iar când este selectat modul Auto, lichidul de răcire este circulat numai în timpul sudării.
Acest parametru se aplică tuturor canalelor de memorie. |
| Telecomandă min. |
Min. = Limită minimă curent
Max. = Limita maximă curent
|
Limitele minime și maxime ale curentului de sudară pentru telecomandă.
Acești parametri sunt utilizați pentru a limita intervalul de reglare a curentului pentru telecomenzile analogice.
Limitele de curent nu se aplică telecomenzii cu comutator basculant TXR20. |
| Telecomandă max. |
Parametrii de sudare MMA
Parametrii enumerați aici sunt disponibili pentru reglare cu procesul de sudare MMA.
| Nivel pornire la cald |
-10 ... +10, pasul 1
Implicit = 0
|
Funcție de sudare care utilizează un curent de sudare mai mare sau mai mic la începutul sudurii. După perioada de pornire la cald, curentul se schimbă la nivelul normal de curent de sudare. Acest lucru facilitează pornirea sudurii, mai ales la materialele din aluminiu. |
| VRD |
PORNIT/OPRIT
Implicit = OPRIT
(La modelele cu sursă de alimentare AU, VRD este blocat ACTIVAT) |
Dispozitivul de reducere a tensiunii (VRD) reduce tensiunea circuitului deschis pentru a se menține sub o anumită valoare de tensiune.
Acest parametru se aplică tuturor canalelor de memorie.
|
| Telecomandă min. |
Min. = Limită minimă curent
Max. = Limita maximă curent
|
Acești parametri sunt utilizați pentru a limita intervalul de reglare a curentului pentru telecomenzile analogice.
Limitele de curent nu se aplică telecomenzii cu comutator basculant TXR20. |
| Telecomandă max. |
Parametrii de curățare și lustruire
Parametrii enumerați aici sunt disponibili pentru a fi reglați la procesele curățare și lustruire.
| Răcire cu apă |
OPRIT/Auto/PORNIT
Implicit = Auto |
Când este selectat modul PORNIT, lichidul de răcire este circulat continuu, iar când este selectat modul Auto, lichidul de răcire este circulat numai în timpul curățării și lustruirii.
Acest parametru se aplică tuturor canalelor de memorie. |
| Telecomandă min. |
Min. = Limită minimă curent
Max. = Limita maximă curent
|
Limitele minime și maxime ale curentului pentru telecomandă.
Acești parametri sunt utilizați pentru a limita intervalul de reglare a curentului pentru telecomenzile analogice.
Limitele de curent nu se aplică telecomenzii cu comutator basculant TXR20. |
| Telecomandă max. |