Paramètres de soudage
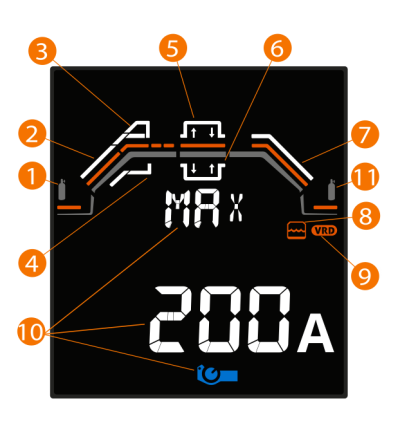
La vue des paramètres de soudage comprend une courbe de démarrage et d'arrêt permettant de visualiser et d'ajuster les paramètres d'un soudage. Vous pouvez accéder aux paramètres de soudage en appuyant sur le bouton Paramètres de soudage et Amorçage HF TIG du panneau de commande (voir Panneau de commande du Minarc T 223 ACDC).

|
De nombreux paramètres de soudage sont spécifiques au procédé de soudage et sont visibles et disponibles pour être ajustés en conséquence. |
Les paramètres sont expliqués dans le tableau "Paramètres de soudage".
|
3.
|
Surintensité à l'amorçage, valeurs positives |
|
4.
|
Surintensité à l'amorçage, valeurs négatives |
|
5.
|
Minilog, valeurs positives |
|
6.
|
Minilog, valeurs négatives |
|
8.
|
Refroidissement par eau |
|
10.
|
Limite de courant min/max pour la commande à distance |
La ligne blanche indique que le paramètre est activé. La ligne orange indique que la valeur du paramètre est courante. Si la valeur Auto d'un paramètre est utilisée, sa valeur numérique est affichée sous la courbe de départ et d'arrêt.
Paramètres 4T LOG
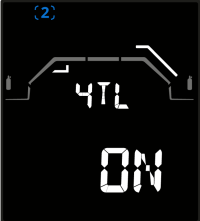
4TL = 4T LOG
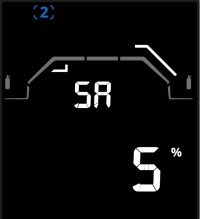
SA = Recherche arc
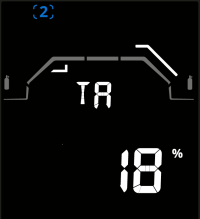
TA = Arc d'extrémité
Réglage des paramètres de soudage
|
1.
|
Tournez le bouton de commande de manière à ce que la ligne orange apparaisse au niveau du paramètre de soudage souhaité (ici, le paramètre Montée est utilisé à titre d'exemple). |

|
2.
|
Appuyez sur le bouton de commande pour sélectionner le paramètre de soudage à régler. |

|
3.
|
Tournez le bouton de commande pour régler la valeur du paramètre de soudage. |
|
4.
|
Confirmez la nouvelle valeur/sélection en appuyant sur le bouton de commande. |
| Conseil : Lorsqu'une valeur de paramètre est réglable, vous pouvez sélectionner la valeur par défaut du paramètre en appuyant longuement sur le bouton du bouton de commande. Cela fonctionne pour tous les paramètres, à l'exception du refroidissement par eau et du VRD. |
Paramètres de soudage
 Paramètres de soudage TIG
Paramètres de soudage TIG
Les paramètres énumérés ici peuvent être réglés avec le procédé de soudage TIG.
| Pré-gaz |
0,0 ... 10 s, Auto, étape 0,1
Défaut = Auto
|
Le pré-gaz est une fonction de soudage qui démarre le débit de gaz protectioneuse avant l'amorçage de l'arc. Elle évite au métal d'entrer en contact avec l'air au début de la soudure. Cette fonctionnalité est adaptée à tous les métaux, en particulier l'acier inoxydable, l'aluminium et le titane.
Lorsque Auto est sélectionné, le pré-gaz est déterminé automatiquement en fonction du courant de soudage. |
Amorçage progressif
|
0,0 ... 5 s, étape 0,1
Défaut = 0 s |
La montée est une fonction de soudage qui détermine le temps pendant lequel le courant de soudage augmente progressivement jusqu'au niveau de courant de soudage souhaité au début de la soudure. |
| Surintensité à l'amorçage |
ON/OFF
Défaut = OFF |
Fonction de soudage qui utilise un courant de soudage plus ou moins élevé au début de la soudure. Après la période de surintensité à l'amorçage, le courant passe au niveau du courant de soudage normal. Cette fonction facilite le démarrage du soudage, en particulier avec les matériaux en aluminium. La durée de surintensité à l'amorçage n'est utilisée qu'en mode 2T gâchette. |
| - Surintensité à l'amorçage |
-80 ... +100 %, étape 1
Défaut = +30 %.
|
| - Surintensité à l'amorçage |
0,1 ... 9,9 s, étape 0,1
Défaut = 1,2 s |
| Niveau MiniLog |
-99 % ... 125 %, étape 1
Défaut = -80 %. |
Minilog est une fonction de soudage TIG qui permet, à l'aide de l'interrupteur de la torche, de passer du courant de soudage au courant Minilog qui peut être inférieur ou supérieur au courant de soudage. Pour plus d’informations, voir Fonctions de la logique de déclenchement.
Pour plus d'informations sur l'activation de Minilog, reportez-vous à la section Panneau de commande du Minarc T 223 ACDC. |
| 4T LOG (4TL) |
ON/OFF
Défaut = OFF |
4T LOG est une fonction de soudage TIG qui permet d'utiliser la gâchette de la torche de soudage pour démarrer et arrêter le soudage et passer d'un niveau du courant de soudage à un autre.
La recherche d'arc permet d'utiliser un courant plus faible pendant une brève période au début du soudage. Cela permet un démarrage précis du soudage.
L'arc d'extrémité permet d'utiliser un courant plus faible pendant une brève période à la fin du soudage. Cela réduit les défauts de soudage causés par la formation de cratères à la fin du soudage.
|
| - Recherche arc (SA) |
0 % (OFF) / 5 % ... 90 %, étape 1 %
Défaut = 0 % |
| - Arc d'extrémité (TA) |
0 % (OFF) / 5 % ... 90 %, étape 1 %
Défaut = 0 % |
| Amorçage décroissant |
0,0 ... 1,5 s, étape 0,1
Défaut = 0,1 s |
Le décroçage est une fonction de soudage qui détermine le temps pendant lequel le courant de soudage diminue progressivement jusqu'au niveau du courant de fin. |
| Post-gaz |
0.0 ... 9,9 s, Auto, étape 0,1
Défaut = Auto |
Le post-gaz est une fonction de soudage qui continue le débit de gaz protectioneuse après l'extinction de l'arc. Cette fonctionnalité évite à la soudure chaude d'entrer en contact avec l'air après l'extinction de l'arc, protégeant ainsi la soudure et l'électrode. Elle est utilisable avec tous les métaux. L'acier inoxydable et le titane, en particulier, nécessitent des temps de post-gaz plus longs.
Lorsque l'option Auto est sélectionnée, le post-gaz est déterminé automatiquement en fonction du courant de soudage. |
| Refroidissement par eau |
OFF/Auto/ON
Défaut = Auto |
Lorsque ON est sélectionné, le liquide de refroidissement circule en continu, et lorsque Auto est sélectionné, le liquide de refroidissement circule uniquement pendant le soudage.
Ce paramètre s'applique à tous les canaux de mémoire. |
| Min. commande à distance |
Min = Limite de courant minimale
Max = Limite de courant maximum
|
Limites minimale et maximale du courant de soudage pour la commande à distance.
Ces paramètres sont utilisés pour limiter la plage de réglage courant des commandes à distance analogiques.
Les limites de courant ne s'appliquent pas à la commande à distance à interrupteur à bascule TXR20. |
| Max. commande à distance |
Paramètres de soudage MMA
Les paramètres énumérés ici peuvent être réglés dans le cadre du procédé de soudage MMA.
| Niveau surintensité à l'amorç. |
-10 ... +10, étape 1
Défaut = 0
|
Fonction de soudage qui utilise un courant de soudage plus ou moins élevé au début de la soudure. Après la période de surintensité à l'amorçage, le courant passe au niveau de courant de soudage normal. Cette fonction facilite le démarrage du soudage, en particulier avec les matériaux en aluminium. |
| VRD |
ON/OFF
Défaut = OFF
(Dans les modèles de poste à souder AU, le VRD est verrouillé sur ON) |
Le dispositif de réduction de tension (VRD) réduit la tension en circuit ouvert pour la maintenir en dessous d'une certaine valeur de tension.
Ce paramètre s'applique à tous les canaux de mémoire.
|
| Commande à distance min. |
Min = Limite de courant minimale
Max = Limite de courant maximum
|
Ces paramètres sont utilisés pour limiter la plage de réglage courant des commandes à distance analogiques.
Les limites de courant ne s'appliquent pas à la commande à distance à interrupteur à bascule TXR20. |
| Commande à distance max. |
Paramètres de nettoyage et de polissage
Les paramètres énumérés ici peuvent être ajustés avec les processus de nettoyage et de polissage.
| Refroidissement par eau |
OFF/Auto/ON
Défaut = Auto |
Lorsque ON est sélectionné, le liquide de refroidissement circule en permanence, et lorsque Auto est sélectionné, le liquide de refroidissement circule uniquement pendant le nettoyage et le polissage.
Ce paramètre s'applique à tous les canaux de mémoire. |
| Commande à distance min. |
Min = Limite de courant minimale
Max = Limite de courant maximum
|
Limites de courant minimum et maximum pour la commande à distance.
Ces paramètres sont utilisés pour limiter la plage de réglage courant des commandes à distance analogiques.
Les limites de courant ne s'appliquent pas à la commande à distance à interrupteur à bascule TXR20. |
| Commande à distance max. |