Параметры сварки
Вид параметров сварки включает в себя кривую старта и остановки для визуализации и настройки параметров сварки. Вы можете получить доступ к параметрам сварки, нажав на панели управления кнопку Параметры сварки и высокочастотного зажигания TIG (см. Панели управления Minarc T 223 DC).
Белая линия указывает на то, что параметр включен. Оранжевая линия указывает на то, что значение параметра в данный момент регулируется. Если используется автоматическое значение параметра, его числовое значение отображается под кривой запуска и остановки.

|
Многие параметры сварки зависят от сварочного процесса, поэтому они видны и доступны для настройки. |
Параметры описаны в таблице "Параметры сварки".
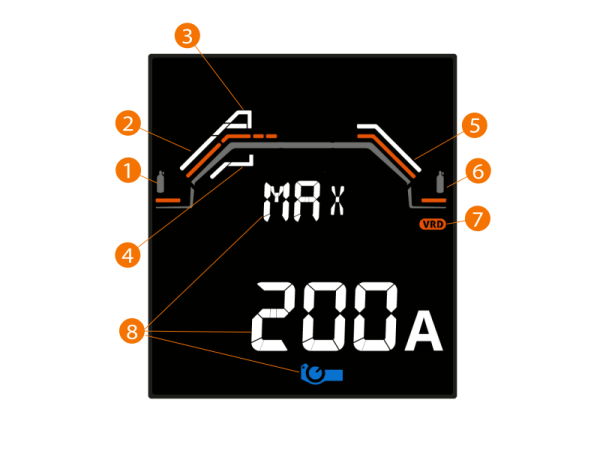
Стандартная панель управления
|
3.
|
Горячий старт, положительные значения |
|
4.
|
Горячий старт, отрицательные значения |
|
6.
|
Последующая продувка газом |
|
8.
|
Минимальный/максимальный предел тока для дистанционного управления |
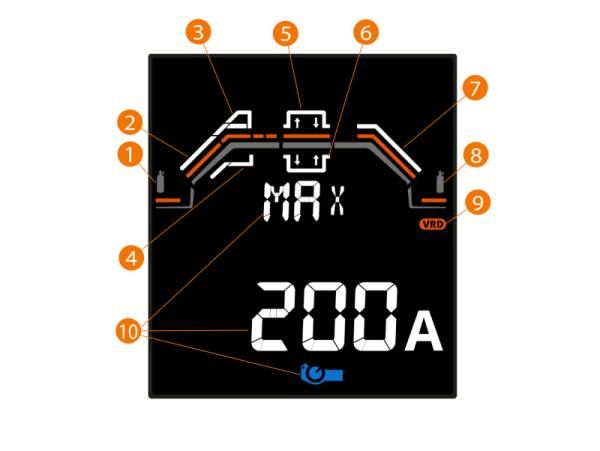
Панель управления MLP
|
3.
|
Горячий старт, положительные значения |
|
4.
|
Горячий старт, отрицательные значения |
|
5.
|
Minilog, положительные значения |
|
6.
|
Minilog, отрицательные значения |
|
8.
|
Последующая продувка газом |
|
10.
|
Минимальный/максимальный предел тока для дистанционного управления |
Настройка параметров сварки
|
1.
|
Поверните ручку, регулятор так, чтобы оранжевая линия появилась на нужном параметре сварки (здесь в качестве примера используется параметр Нарастание тока). |

|
2.
|
Нажмите кнопку на регуляторе, чтобы выбрать параметр сварки для настройки. |

|
3.
|
Поверните регулятор, чтобы настроить значение параметра сварки. |
|
4.
|
Подтвердите новое значение / выбор, нажав на кнопку регулятора. |
| Совет: Если значение параметра настраивается, можно выбрать значение параметра по умолчанию, долго нажимая на кнопку ручки, регулятора. Это работает для всех параметров, кроме VRD. |
Параметры сварки
 Параметры сварки TIG
Параметры сварки TIG
Перечисленные здесь параметры доступны для настройки при сварочном процессе TIG.
| Газ до |
0,0 ... 10 с, авто, шаг 0,1
По умолчанию = Авто
|
Подача газа до сварки - это функция сварки, которая запускает расход защитного газа до зажигания дуги. Это гарантирует, что металл не будет контактировать с воздухом перед началом выполнения сварного шва. Используется для всех металлов, но в основном для нержавеющей стали, алюминия и титана.
При выборе режима Auto подача газа до сварки определяется автоматически в зависимости от сварочного тока. |
Нарастание тока
|
0,0 ... 5 с, шаг 0,1
По умолчанию = 0 с |
Нарастание тока - это функция сварки, определяющая время, в течение которого сварочный ток постепенно увеличивается до желаемого уровня сварочного тока в начале сварки. |
| Горячий старт |
ВКЛ./ВЫКЛ.
По умолчанию = ВЫКЛ. |
Функция сварки, которая использует более высокий или низкий сварочный ток в начале сварки. После периода горячего старта ток переходит на нормальный уровень сварочного тока. Это облегчает начало выполнения сварного шва, особенно для материалов на основе алюминия. Время горячего старта используется только в двухтактном режиме горелки. |
| - Уровень горячего старта |
-80 ... +100 %, шаг 1
По умолчанию = +30 %
|
| - Время горячего старта |
0,1 ... 9,9 с, шаг 0,1
По умолчанию = 1,2 с |
| Уровень Minilog (только панель управления MLP) |
-99 % ... 125 %, шаг 1
По умолчанию = -80 % |
Minilog - это функция сварки TIG, которая позволяет с помощью выключателя горелки переключаться между сварочным током и током Minilog, который может быть ниже или выше сварочного тока. Более подробная информация приведена в разделе Функции логики кнопки сварочной горелки.
Информацию о настройке Minilog на ON см. в разделе Панели управления Minarc T 223 DC. |
| Понижение силы тока |
0,0 ... 1,5 с, шаг 0,1
По умолчанию = 0,1 с |
Понижение силы тока - это функция сварки, определяющая время, в течение которого сварочный ток постепенно снижается до уровня конечного тока. |
| Последующая продувка газом |
0,0 ... 9,9 с, Авто, шаг 0,1
По умолчанию = Авто |
Подача газа после сварки - это функция сварки, которая продолжает расход защитного газа после погасания дуги. Это гарантирует, что горячий сварной шов не будет контактировать с воздухом после гашения дуги, что защищает как сварной шов, так и электрод. Используется для всех металлов. Нержавеющая сталь и титан в основном требуют более продолжительной последующей подачи газа.
При выборе режима Auto подача газа после сварки определяется автоматически в зависимости от сварочного тока. |
| Мин. ДУ |
Min = Минимальный предел тока
Макс = Максимальный предел тока
|
Минимальный и максимальный пределы сварочного тока для дистанционного управления.
Эти параметры используются для ограничения диапазона регулировки тока для аналоговых дистанционных управлений.
Ограничения по току не распространяются на дистанционное управление с кулисным переключателем TXR20. |
| Макс. ДУ |
Параметры сварки MMA
Перечисленные здесь параметры сварки доступны для настройки в сварочном процессе MMA.
| Уровень горячего старта |
-10 ... +10, шаг 1
По умолчанию = 0
|
Функция сварки, которая использует более высокий или низкий сварочный ток в начале сварки. После периода горячего старта ток переходит на нормальный уровень сварочного тока. Это облегчает начало выполнения сварного шва, особенно для материалов на основе алюминия. |
| VRD |
ВКЛ./ВЫКЛ.
По умолчанию = ВЫКЛ.
(В моделях источников питания AU VRD заблокирован на включение) |
Устройство снижения напряжения (VRD) уменьшает напряжение холостого хода, чтобы поддерживать его ниже определенного значения.
Этот параметр применяется ко всем каналам памяти.
|
| Дистанционное управление мин. |
Min = Минимальный предел тока
Макс = Максимальный предел тока
|
Эти параметры используются для ограничения диапазона регулировки тока для аналоговых дистанционных управлений.
Ограничения по току не распространяются на дистанционное управление с кулисным переключателем TXR20. |
| Дистанционное управление макс. |