Montaż butli z gazem i test przepływu gazu:

|
Podczas pracy z butlą z gazem zachowaj ostrożność. Uszkodzenie butli lub zaworu grozi urazem. |

|
Butla musi być zawsze prawidłowo przymocowana w pozycji pionowej w specjalnym uchwycie ściennym lub na podwoziu. Podczas przerwy w spawaniu zawór butli musi być zakręcony. |

|
- Jeśli używasz wózka z uchwytem na butlę, przed podłączeniem jej do urządzenia należy ją zamontować na wózku.
- Maksymalna zalecana pojemność butli z gazem umieszczanej na wózku T22M wynosi 20 litrów.
- Minarc M 223P: Przed zainstalowaniem i przetestowaniem butli z gazem należy zamontować uchwyt spawalniczy do urządzenia spawalniczego.
|
W kwestii doboru gazu i sprzętu skontaktuj się z lokalnym sprzedawcą Kemppi.
|
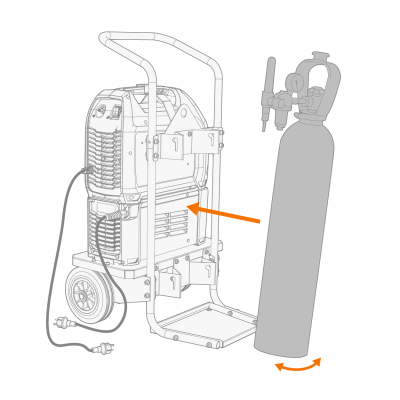
1.
|
Bez wózka na butlę: ustaw butlę z gazem w odpowiednim, bezpiecznym miejscu. |
|
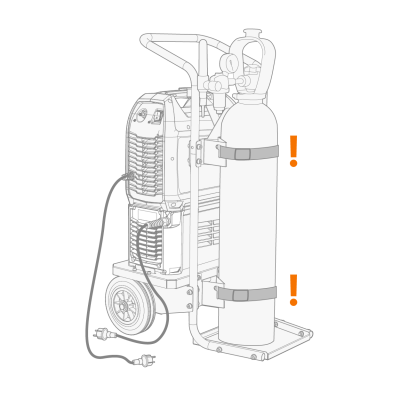
2.
|
W przypadku wózka TM22: Przesuń butlę z gazem na stojak na butle z gazem w module transportowym i zamocuj ją za pomocą pasków i punktów mocujących. |
|
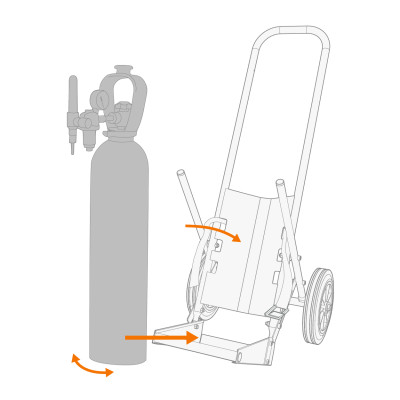
3.
|
W przypadku wózka MST400: Przesuń butlę z gazem na stojak na butle z gazem w module transportowym. |
|
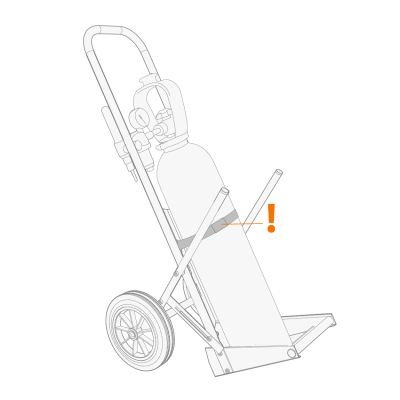
4.
|
Przymocuj butlę gazową za pomocą dołączonego paska. |
|
6.
|
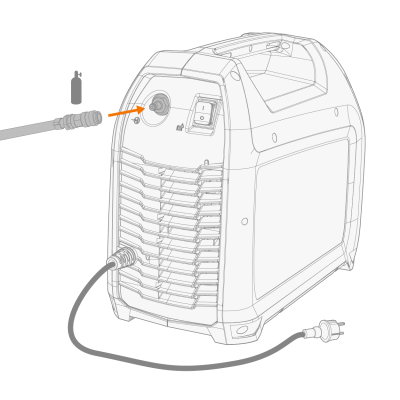
Podłącz wąż gazowy do urządzenia spawalniczego. |
|
8.
|
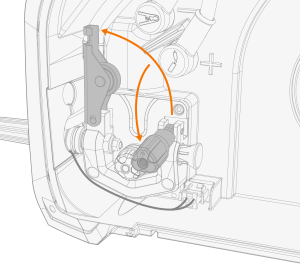
Jeśli drut spawalniczy jest zainstalowany, zwolnij uchwyt ciśnieniowy i stałą rolkę dociskową mechanizmu podajnika drutu, aby zapobiec podawaniu drutu. |
|
9.
|
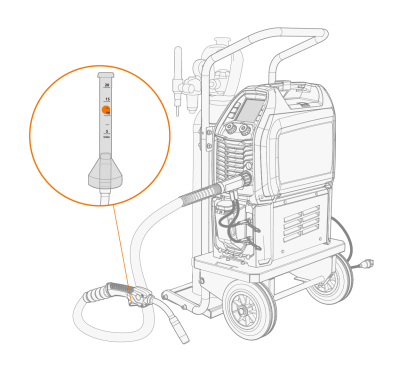
Rozpocznij przepływ gazu, naciskając przycisk testu wypływu gazu lub wyłącznik uchwytu spawalniczego. |
|
10.
|
Sprawdź i wyreguluj przepływ gazu. Do pomiaru i regulacji należy używać zewnętrznego przepływomierza i regulatora. |
Zalecane natężenie przepływu gazu (tylko jako ogólne wytyczne):
| Argon |
10...25 l/min |
| Hel |
- |
| Argon + 18 - 25% CO2 |
10...25 l/min |
| CO2 |
10...25 l/min |
* W zależności od rozmiaru dyszy gazowej i prądu spawania.